Что такое центробежное литье? Какие существуют уточненные классификации центробежного литья?
2025-06-26
Характеристики затвердевания центробежного литья
Характеристики затвердевания центробежного литья следующие:
Последовательное затвердевание: после попадания жидкого металла в отливку, у стенки типа холодного эффекта начинается кристаллизация и затвердевание, тепло перпендикулярно стенке типа наружного излучения, так что кристаллизация металла снаружи и внутри происходит в порядке. Центробежная сила также усугубляет конвекцию жидкого сплава, осадки тяжелых зерен попадают на стенку отливки, легкий сплав собирает жидкость на свободной поверхности, и еще больше способствует затвердеванию от внешней стенки до внутреннего слоя, что способствует образованию плотных отливок.

Рост столбчатых кристаллов: центробежная сила усиливает конвекцию жидкого металла, что приводит к радиальному росту столбчатой кристаллической организации. После того, как внешняя поверхность отливки кристаллизуется и затвердевает в слой столбчатых кристаллов, внутренний слой зоны сосуществования жидкой и твердой фаз существует на фронте кристаллизации, инерционное движение жидкого металла и затвердевшего слоя металла, чтобы произвести относительное скольжение, в результате чего центробежное литье отливки радиального сечения наклона столбчатых кристаллов, и внешний слой столбчатых кристаллов наклонен, тем больше к внутреннему слою наклона меньше и меньше, и, наконец, преобразуется в радиальные столбчатые кристаллы.
Уточнение зерна: относительное движение жидкого сплава в поперечном сечении отливки, препятствующее развитию дендритной кристаллизации, так что зерно уточняется. Однако слишком высокая скорость литья приведет к уменьшению относительного движения жидкого сплава, эффект измельчения зерна уменьшается, поэтому необходимо правильно отрегулировать скорость литья и скорость охлаждения, чтобы получить хороший эффект измельчения зерна.
Сильный эффект усадки: центробежная сила заставляет жидкий сплав иметь больший эффективный вес и способность к активности, которая может преодолеть капиллярное сопротивление между затвердевшими зернами, и восполнить усадку микроскопической усадки, чтобы получить плотные отливки.
Легко появляются сегрегации: залитые во вращающуюся отливку металлической жидкости, плотность различных фаз массовой точки будет в центробежной силе под действием движения, такие как плотность мелких частиц к свободной поверхности движения, плотность частиц к внешней стенке внешней стенки движения, легко сформировать плотность сегрегации. Кроме того, при центробежном литье может появиться слоевая сегрегация, металлургическая организация каждого слоя различна, в основном в виде приблизительных концентрических колец расслоения.
Процесс центробежного литья заключается в том, чтобы ввести жидкий металл в высокоскоростное вращение отливки, так что жидкий металл центробежного движения заполняется литьем и формированием технологии и методов литья.
ниже приводится его конкретное введение:
Принцип процесса
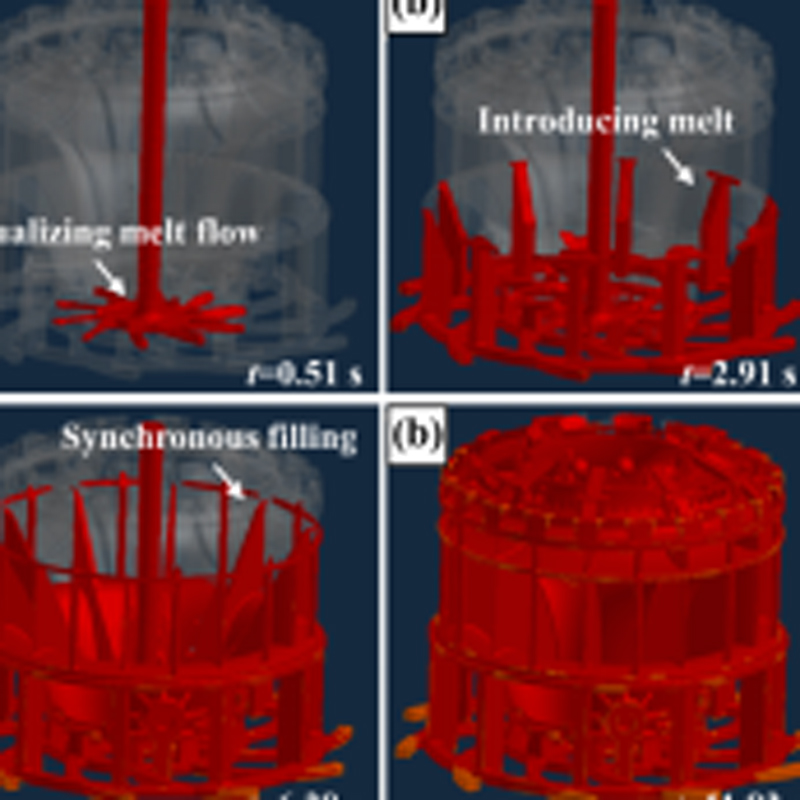
Используя центробежную силу, создаваемую вращательным движением, жидкий металл совершает центробежное движение в форме, чтобы заполнить отливку и затвердеть, чтобы сформировать отливку. Центробежная сила заставляет металл двигаться к внешней стенке формы, так что он может хорошо заполнить форму в радиальном направлении и сформировать свободную поверхность отливки, и в то же время помогает удалить газы и включения, улучшает процесс кристаллизации металла, тем самым повышая механические и физические свойства отливки.
Классификация
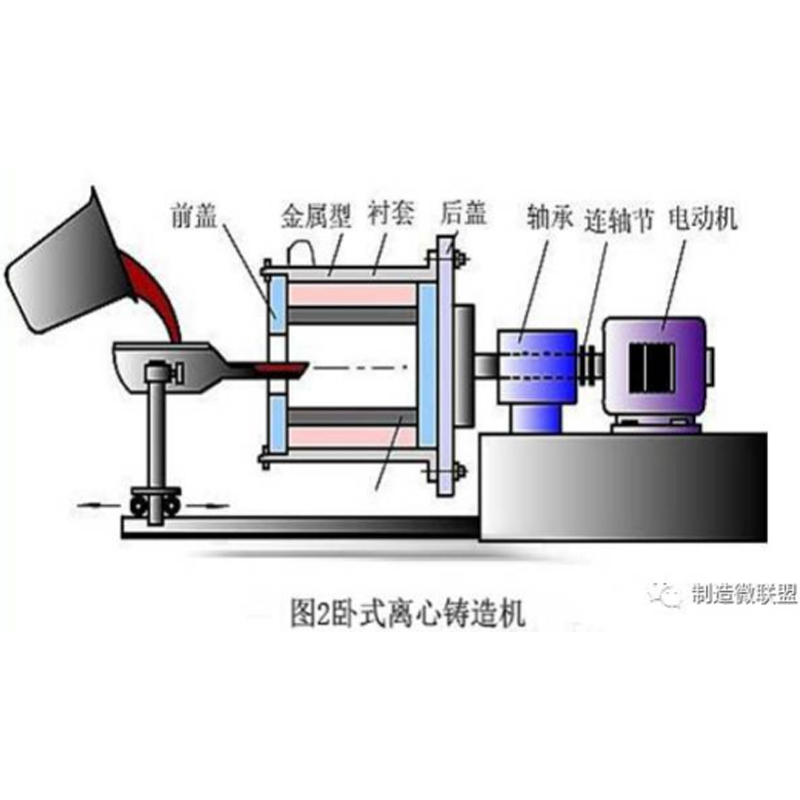
Горизонтальное центробежное литье: ось вращения литейной формы находится в горизонтальном состоянии или угол с горизонтальной линией очень мал, в основном используется для производства длинных, превышающих диаметр гильз и трубных отливок.
Вертикальное центробежное литье: ось вращения формы находится в вертикальном положении, обычно используется для производства высоты меньше диаметра кольцевых отливок, а иногда может также использоваться для заливки фасонных отливок.
Центробежное литье с наклонной осью: ось вращения формы и горизонтальная и вертикальная линии составляют большой угол, применяется реже.
Вакуумное центробежное литье: процесс осуществляется в вакууме, ограничивая воздействие кислорода на металл, что предотвращает окисление металла, и подходит для производства отливок из специальных сплавов с очень высокими требованиями к качеству.
Технологический процесс
1.подготовка сырья: в соответствии с эксплуатационными требованиями к отливкам, выберите подходящие материалы сплава и обеспечьте их качество и однородность состава.
2.плавление: нагрейте материал сплава выше температуры плавления, доведите его до полного расплавления и хорошо перемешайте, чтобы обеспечить равномерное распределение состава сплава.
3.подготовка формы: в соответствии с формой и размером отливки выберите подходящую модель отливки и установите ее на центробежную литейную машину, предварительно нагрейте модель отливки до определенной температуры, а затем нанесите слой краски на внутреннюю поверхность модели отливки, чтобы предотвратить прилипание отливки к модели отливки и облегчить процесс освобождения формы.
3.впрыск металлической жидкости: запустите центробежную литейную машину, чтобы достичь заданной скорости вращения, а затем медленно впрысните расплавленную металлическую жидкость во вращающуюся отливку. В процессе впрыска обратите внимание на контроль потока и скорости жидкого металла, чтобы обеспечить его равномерное распределение в отливке.
4.охлаждение и затвердевание: жидкий металл в отливке, под действием центробежной силы, быстро заполняет отливку и начинает охлаждаться и затвердевать. Скорость охлаждения влияет на организацию и свойства отливки, поэтому необходимо контролировать скорость охлаждения в соответствии с конкретным материалом сплава и требованиями к отливке.
5.последующая обработка: после того как отливка остынет до комнатной температуры, остановите вращение центробежной литейной машины и извлеките отливку. Отливки очищаются для удаления поверхностных загрязнений, таких как заусенцы, отлетевшие края и краска, а затем проверяются на качество, например, точность размеров, качество поверхности, внутренние дефекты и другие проверки. При необходимости отливки также подвергаются механической обработке, чтобы соответствовать требованиям конечного использования.
Преимущества и недостатки процесса
Преимущества: практически отсутствует расход металла в заливочной и стояковой системах, что повышает производительность процесса; при производстве полых отливок можно использовать без стержней, что повышает металлоемкость и упрощает производственный процесс; отливки имеют высокую плотность, меньшее количество дефектов, таких как пористость и шлакование, и высокие механические свойства; удобен для изготовления цилиндров и комплектов составных металлических отливок; может использоваться для производства тонкостенных отливок.
Недостатки: есть ограничения в производстве фасонных отливок; диаметр литейного отверстия неточный, поверхность отверстия шероховатая, большой припуск на обработку; отливки склонны к удельной сегрегации, не подходит для отливок из сплавов, склонных к удельной сегрегации.
Применение
Широко используется в металлургии, горнодобывающей, транспортной, ирригационной и дренажной технике, авиации, национальной обороне, автомобильной и других отраслях промышленности, особенно подходит для производства центробежных чугунных труб, гильз цилиндров двигателей внутреннего сгорания, втулок, биметаллических чугунных валков, валков из жаропрочной стали на дне нагревательной печи, специальных стальных бесшовных стальных труб, тормозных барабанов, заготовок поршневых колец, червячных передач из медных сплавов и других отливок.