дешево горизонтальная машина центробежного литья цена
2026-06-08
- Горизонтальные машины центробежного литья: анализ стоимости и критерии выбора оборудования
- Технические параметры, определяющие цену оборудования
- Сравнение импортных и локальных решений: где скрыты расходы
- Риски покупки недорогого оборудования и как их избежать
- Сертификация и соответствие стандартам: гарантия безопасности
- Часто задаваемые вопросы
- Заключение и рекомендации по закупке
Горизонтальные машины центробежного литья: анализ стоимости и критерии выбора оборудования
Стоимость горизонтальной машины центробежного литья варьируется в диапазоне от 15 000 до 85 000 долларов США для стандартных промышленных моделей, в зависимости от диаметра отливаемых труб, уровня автоматизации и требований к сертификации. Ключевым фактором ценообразования является не только базовая комплектация станка, но и наличие специализированных форм, систем охлаждения и послепродажного сервиса. В нашей практике мы неоднократно сталкивались с ситуацией, когда закупка самого дешевого оборудования приводила к увеличению эксплуатационных расходов на 40% уже в первый год работы из-за частых поломок гидравлики и низкого качества отливок. Поэтому при поиске запроса «дешево горизонтальная машина центробежного литья цена» важно понимать разницу между начальной инвестицией и совокупной стоимостью владения.
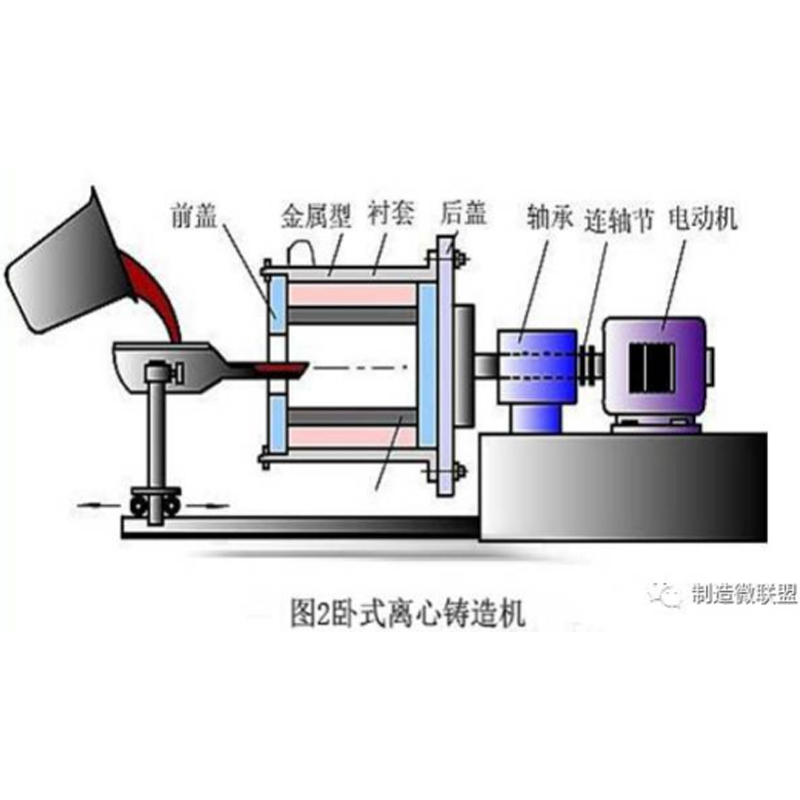
Машины центробежного литья представляют собой сложный инженерный комплекс, где точность вращения формы напрямую влияет на механические свойства конечного продукта. Горизонтальная ось вращения обеспечивает равномерное распределение расплавленного металла под действием центробежной силы, что критически важно для производства чугунных и стальных труб высокого давления. Ошибки в выборе мощности привода или системы балансировки приводят к биению формы, что вызывает неравномерную толщину стенки трубы и брак, который невозможно исправить механической обработкой.
Технические параметры, определяющие цену оборудования
При формировании бюджета на закупку литейного оборудования необходимо учитывать три основных технических параметра, которые формируют итоговую смету. Первый параметр — максимальный диаметр и длина отливаемой трубы. Машины, способные работать с трубами диаметром свыше 1200 мм, требуют усиленной станины и более мощных двигателей, что увеличивает их стоимость в 2-3 раза по сравнению с установками для труб малого диаметра (до 300 мм). Второй параметр — тип привода. Гидравлические приводы обеспечивают плавный разгон и точный контроль скорости, но требуют регулярного обслуживания и качественных масел. Электрические приводы с частотным регулированием дороже на этапе покупки, но значительно дешевле в эксплуатации благодаря меньшему количеству изнашиваемых деталей.
Третий параметр — система охлаждения форм. В интенсивном производственном цикле форма нагревается до высоких температур, и если система водяного или воздушного охлаждения не справляется, цикл литья увеличивается на 15-20%, снижая общую производительность линии. Дешевые модели часто экономят именно на теплообменниках, используя простые вентиляторы вместо замкнутых контуров охлаждения. Это допустимо для мелкосерийного производства, но неприемлемо для крупных литейных цехов, работающих в три смены. Мы рекомендуем обращать внимание на наличие датчиков температуры формы в реальном времени, так как это позволяет автоматически корректировать скорость вращения и объем заливаемого металла.
Компания АО Хоума Фэнлэй Изготовление Трубных Форм предлагает решения, которые балансируют между стоимостью и надежностью. Наша основная продукция включает литейное оборудование, в том числе формы для чугунных труб и центрифуги для серого чугуна, которые спроектированы с учетом требований к длительной бесперебойной работе. Использование высоколегированных сталей для изготовления форм позволяет увеличить их ресурс на 30-50% по сравнению с аналогами из стандартного чугуна, что напрямую снижает себестоимость каждой отлитой трубы.
Сравнение импортных и локальных решений: где скрыты расходы
Рынок предлагает оборудование из Европы, Китая и стран СНГ. Европейские машины отличаются высокой степенью автоматизации и соответствием строгим стандартам безопасности CE, но их цена может превышать бюджет малого и среднего бизнеса в 4-5 раз. Китайские производители предлагают конкурентоспособные цены, однако качество сборки и доступность запасных частей часто становятся проблемой. Локальные или адаптированные решения занимают промежуточную нишу, предлагая хорошее соотношение цены и качества при условии наличия сервисной поддержки.
| Параметр сравнения | Европейское оборудование | Китайское оборудование (премиум сегмент) | Оборудование от специализированных поставщиков (наш фокус) |
|---|---|---|---|
| Начальная стоимость | Высокая ($80k – $150k+) | Средняя ($20k – $60k) | Оптимальная ($15k – $50k) |
| Срок поставки | 3-6 месяцев | 1-2 месяца | 4-8 недель (с учетом настройки) |
| Сертификация | CE, ISO 9001 | ISO 9001, иногда CE | ISO 9001, ГОСТ, возможность EAC |
| Доступность запчастей | Низкая (долгая логистика) | Средняя (зависит от дилера) | Высокая (прямые поставки компонентов) |
| Адаптация под сырье | Жесткие требования к шихте | Требует настройки оператором | Гибкая настройка под локальные материалы |
Важно отметить, что дешевая машина центробежного литья часто не включает в себя стоимость пусконаладочных работ и обучения персонала. Отсутствие квалифицированного оператора может свести на нет преимущества даже самого дорогого оборудования. Мы наблюдали случаи, когда клиенты экономили $5000 на обучении, но теряли $20 000 на бракованной продукции из-за неправильного выбора режима вращения и температуры заливки. Поэтому при расчете цены всегда закладывайте минимум 10-15% бюджета на интеграцию оборудования в существующий технологический процесс.
Риски покупки недорогого оборудования и как их избежать
Поиск низкой цены часто приводит к компромиссам в качестве ключевых узлов. Самая уязвимая часть горизонтальной центрифуги — подшипниковые узлы и редукторы. В дешевых моделях используются подшипники без надлежащей защиты от вибраций и высоких температур, что приводит к их выходу из строя через 6-8 месяцев интенсивной работы. Замена подшипника требует остановки производства на несколько дней, что обходится дороже, чем первоначальная экономия на комплекте.
Еще один скрытый риск — качество сварных швов станины. Если станина недостаточно жесткая, она деформируется под нагрузкой, нарушая соосность вращения. Это приводит к быстрому износу форм и появлению овальности у готовых труб. Проверить жесткость конструкции можно только путем анализа чертежей и веса оборудования: слишком легкий станок для заявленных параметров — верный признак экономии на металле. Мы советуем запрашивать видео испытаний оборудования под нагрузкой перед оплатой, чтобы убедиться в отсутствии чрезмерных вибраций.
АО Хоума Фэнлэй Изготовление Трубных Форм уделяет особое внимание качеству компонентов. Компания предлагает широкий ассортимент бурового инструмента и различных компонентов, изготовленных по индивидуальному заказу, таких как гидравлические цилиндры, подшипники и редукторы. Это позволяет нам контролировать качество каждого узла машины центробежного литья, обеспечивая клиентам надежность, сопоставимую с ведущими мировыми брендами, но по более доступной цене. Наша продукция широко используется в металлургии и литейном производстве, что подтверждает ее устойчивость к агрессивным промышленным условиям.
Сертификация и соответствие стандартам: гарантия безопасности
При импорте оборудования необходимо учитывать требования таможенного регулирования и технические регламенты. Для рынка России и стран ЕАЭС обязательным является наличие сертификата соответствия ТР ТС (ЕАС). Отсутствие этого документа делает невозможным легальную эксплуатацию оборудования на промышленном предприятии и прохождение проверок Ростехнадзора. Европейский сертификат CE не заменяет ЕАС, хотя и свидетельствует о высоком уровне безопасности.
Стандарт ISO 9001, которым сертифицировано большинство серьезных производителей, гарантирует наличие системы менеджмента качества на заводе. Это значит, что каждая машина проходит входной контроль материалов, промежуточный контроль сборки и финальные испытания. Покупка оборудования у несертифицированных гаражных мастерских лишает вас этой гарантии. В случае аварии или брака доказать вину поставщика будет практически невозможно. Всегда требуйте копии сертификатов и протоколов испытаний перед заключением договора.
Источник: Федеральное агентство по техническому регулированию и метрологии
Часто задаваемые вопросы
Какой минимальный срок службы формы для центробежного литья?
При правильном обслуживании и использовании качественных материалов форма служит от 300 до 500 циклов литья для чугунных труб. Использование покрытий и соблюдение температурного режима продлевает срок службы. Экономия на материале формы сокращает этот показатель вдвое.
Можно ли использовать одну машину для литья труб разного диаметра?
Да, но только в определенном диапазоне. Обычно машина рассчитана на смену форм для труб диаметром с разницей не более 20-30%. Для кардинально разных диаметров требуется замена роликовых опор и настройка привода, что занимает время. Универсальность снижает эффективность.
Влияет ли влажность песка на качество отливки в центрифуге?
Да, влажность футеровки или песчаной оболочки критична. Избыточная влага приводит к образованию газовых раковин и пор на внутренней поверхности трубы. Перед заливкой форма должна быть тщательно просушена. Игнорирование этого этапа — главная причина брака у новичков.
Какова потребляемая мощность стандартной горизонтальной центрифуги?
Для машин среднего класса (диаметр труб 400-800 мм) потребляемая мощность составляет от 30 до 75 кВт. Основная нагрузка приходится на момент разгона формы. В рабочем режиме потребление снижается. Учет этого фактора важен для проектирования электроснабжения цеха.
Заключение и рекомендации по закупке
Выбор горизонтальной машины центробежного литья не должен основываться исключительно на низкой цене. Инвестиция в надежное оборудование с качественными компонентами окупается за счет снижения брака, уменьшения простоев и экономии на ремонте. Анализируйте совокупную стоимость владения, а не только ценник в прайс-листе. Учитывайте наличие сервиса, доступность запчастей и соответствие оборудования вашим конкретным технологическим задачам.
Если вы ищете партнера, способного предоставить не просто станок, а комплексное решение для вашего литейного производства, обратите внимание на опыт и ассортимент поставщика. Надежность поставок и техническая экспертиза важнее сиюминутной экономии. Свяжитесь с нами сегодня для получения детального коммерческого предложения и консультации по подбору оборудования под ваши задачи.