Китай Машины центробежного литья Производитель
2026-06-08
Критерии выбора машины центробежного литья для промышленного производства
Выбор оборудования для центробежного литья определяет рентабельность всего цеха. Ошибка в расчете мощности привода или жесткости станины приводит к браку до 30% продукции на этапе запуска. Машины центробежного литья — это не просто вращающиеся формы, а сложные гидромеханические комплексы, требующие точной балансировки и температурного контроля. В нашей практике мы видели, как предприятия экономили на фундаменте, что вызывало вибрацию, разрушающую подшипниковые узлы уже через полгода работы. Правильный подбор начинается с анализа номенклатуры изделий: диаметр трубы, длина заготовки и тип сплава диктуют технические требования.
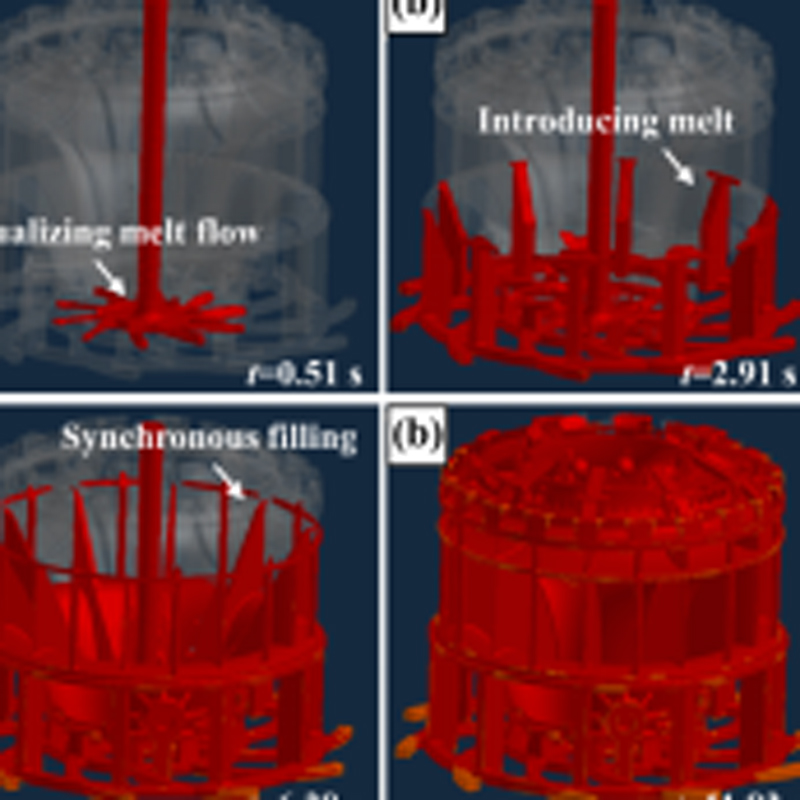
Рынок предлагает решения от компактных установок для малых партий до тяжелых промышленных линий. Ключевой параметр — коэффициент формовки (G-фактор), который должен оставаться стабильным при изменении скорости вращения. Если машина не обеспечивает постоянство G-фактора в диапазоне ±5%, качество внутренней поверхности трубы будет неравномерным. Это критично для нефтегазовых трубопроводов, где каждая микротрещина ведет к аварийной ситуации. Поэтому при закупке важно запрашивать не только паспортные данные, но и протоколы испытаний под нагрузкой.
Технические характеристики и классификация оборудования
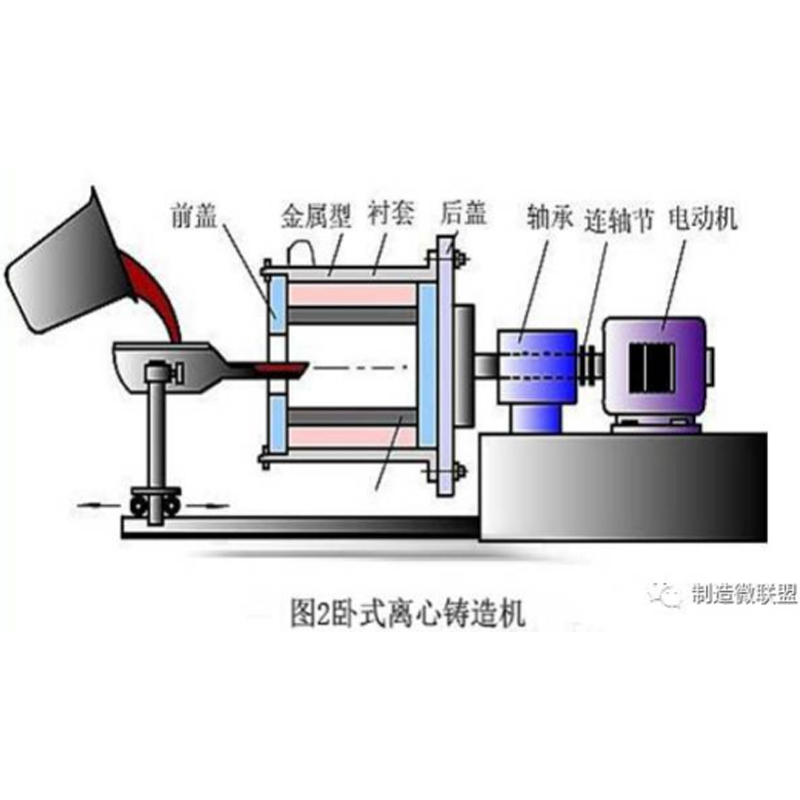
Современные машины центробежного литья делятся на горизонтальные и вертикальные типы. Горизонтальные установки доминируют в производстве длинномерных труб диаметром от 80 до 1200 мм. Вертикальные используются для коротких заготовок, фланцев и колец. При выборе модели обращайте внимание на тип привода. Электропривод с частотным преобразователем позволяет плавно регулировать обороты, что необходимо для многослойного литья. Механические вариаторы устарели и не обеспечивают требуемой точности для высоколегированных сталей.
Мощность главного двигателя варьируется от 15 кВт для лабораторных образцов до 250 кВт для тяжелых чугунных труб. Важно соотносить мощность с моментом инерции формы. Слабый двигатель будет “проседать” при заливке расплава, меняя геометрию изделия. Компания АО Хоума Фэнлэй Изготовление Трубных Форм поставляет оборудование, где приводная система рассчитана с запасом прочности 1.5, что исключает перегрев при пиковых нагрузках. Также учитывайте систему охлаждения подшипников. В условиях непрерывной работы температура узлов не должна превышать 60°C, иначе смазка теряет свойства.
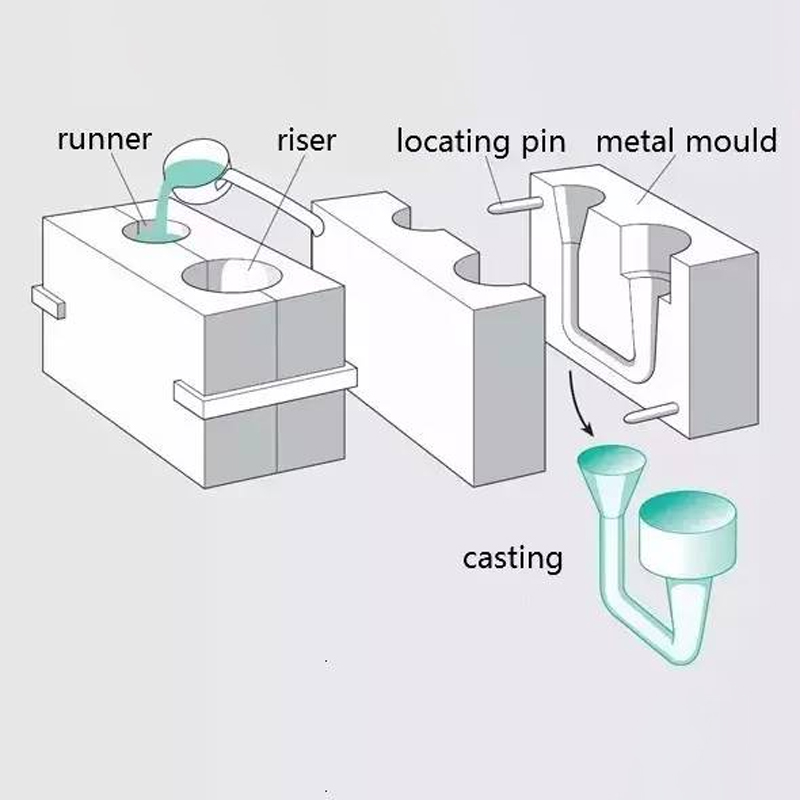
Система нанесения покрытия формы — еще один узел, влияющий на качество. Автоматические распылители обеспечивают равномерный слой огнеупорной краски толщиной 0.5–1.5 мм. Ручное нанесение недопустимо для серийного производства, так как приводит к пригару металла. Интегра системы подачи воздуха и воды для охлаждения формы после цикла литья сокращает время цикла на 40%. Это прямо влияет на годовую производительность цеха.
Сравнение производителей: Китай, Европа и СНГ
Закупщики часто стоят перед выбором между европейским качеством и китайской ценой. Анализ рынка 2025–2026 годов показывает, что разрыв в технологиях сократился. Китайские заводы внедрили стандарты ISO 9001 и получили сертификаты EAC для работы на рынке Евразийского экономического союза. Ниже приведено сравнение ключевых параметров.
| Параметр | Европейские производители | Китайские производители (Премиум сегмент) | Бюджетные аналоги |
|---|---|---|---|
| Стоимость оборудования | Высокая (от 200 000 EUR) | Средняя (от 60 000 EUR) | Низкая (от 25 000 EUR) |
| Срок поставки | 6–9 месяцев | 2–3 месяца | 1–1.5 месяца |
| Точность балансировки | < 1 г·мм/кг | < 2.5 г·мм/кг | > 5 г·мм/кг |
| Сервисная поддержка | Локальные инженеры, дорого | Удаленная диагностика + выезд | Отсутствует или ограничена |
| Доступность запчастей | Оригинальные, долгая доставка | Стандартизированные компоненты | Проблематична |
Европейское оборудование выгодно для проектов с неограниченным бюджетом и строгими требованиями к автоматизации. Однако для большинства задач в металлургии и ЖКХ оптимальным выбором становятся китайские машины премиум-класса. Они используют комплектующие Siemens, SKF или их качественные аналоги, что обеспечивает надежность. Бюджетные варианты подходят только для опытного производства или низких требований к геометрии. Мы рекомендуем запрашивать видеоотчеты сборки узла вращения перед оплатой. Это позволяет выявить качество сварных швов и монтажа электроники.
Интеграция в производственную линию и сервис
Покупка станка — это только половина дела. Машина центробежного литья должна быть интегрирована в линию подготовки форм и выдачи готовой продукции. Отсутствие синхронизации с транспортерами создает “бутылочное горлышко”. Например, если печь-миксер не успевает подавать металл, форма остывает ниже рабочей температуры, что вызывает дефекты структуры. Идеальная линия включает участок очистки форм, нагревательную камеру, саму центрифугу и участок контролируемого охлаждения.
Компания АО Хоума Фэнлэй Изготовление Трубных Форм специализируется не только на поставке центрифуг, но и на обеспечении комплексными решениями. В ассортименте присутствуют формы для чугунных труб, лотковые узлы и сопутствующее оборудование, такое как транспортные средства для перевозки ковшей. Такой подход устраняет проблему несовместимости компонентов от разных поставщиков. Клиенты получают единую точку ответственности за работоспособность всей линии. Это особенно важно при запуске новых производств, где каждый день простоя стоит тысячи долларов.
Обслуживание требует регулярной проверки центровки. Смещение оси вращения даже на 0.5 мм вызывает биение, которое разрушает форму. График технического обслуживания должен включать ежемесячную проверку болтовых соединений и ежеквартальную замену смазки в редукторах. Игнорирование этих процедур приводит к капитальному ремонту через год вместо заявленных пяти лет эксплуатации. Запасные части, такие как подшипники и ремни, лучше закупать вместе с основным оборудованием, чтобы избежать простоев в ожидании доставки.
Экономическая эффективность и окупаемость
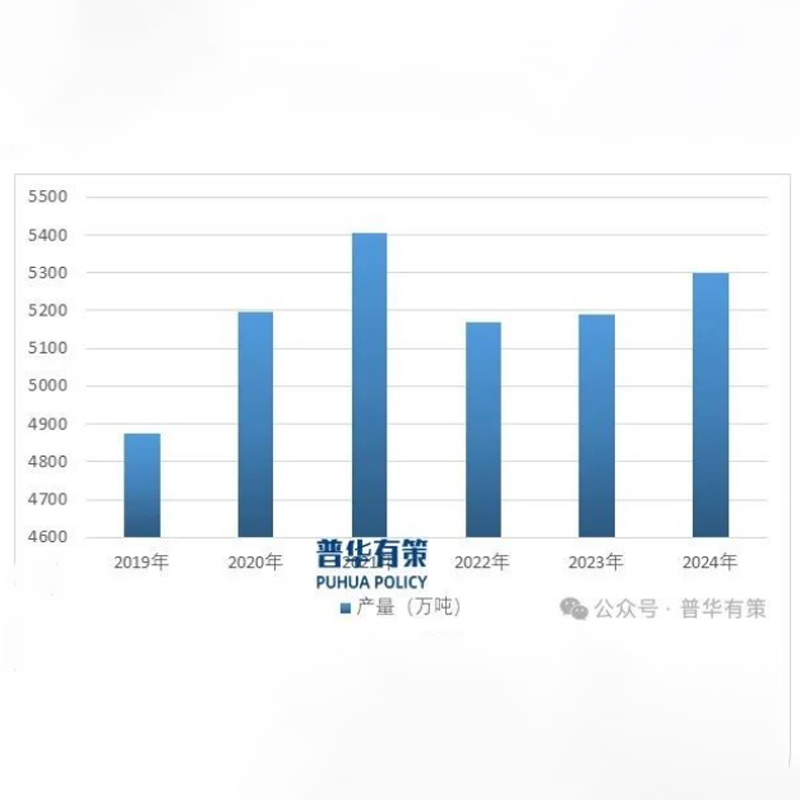
Расчет окупаемости базируется на снижении брака и увеличении скорости выпуска. Центробежное литье обеспечивает плотную структуру металла без газовых раковин, что снижает процент отбраковки до 2–3% против 10–15% при статическом литье. Для трубы диаметром 300 мм экономия металла составляет около 8% за счет точного контроля толщины стенки. При производстве 100 тонн труб в месяц это дает существенную экономию сырья.
Энергопотребление современных машин оптимизировано благодаря рекуперации энергии при торможении формы. Среднее потребление составляет 0.8–1.2 кВт·ч на килограмм готового изделия, в зависимости от сплава. Сравните это с затратами на последующую механическую обработку: центробежные заготовки требуют минимальной расточки внутренней поверхности. Срок окупаемости оборудования при двухсменной работе составляет 14–18 месяцев. Этот показатель улучшается, если использовать универсальные формы, позволяющие быстро перенастраивать машину на разные диаметры.
Часто задаваемые вопросы
Какой минимальный заказ (MOQ) на машины центробежного литья?
Обычно производители отгружают оборудование от 1 штуки. Однако для получения заводской цены и включения в график производства часто требуется предоплата 30–50%. Доставка одной машины возможна, но логистические расходы на единицу будут выше. Рекомендуется консолидировать заказ, добавив запчасти или формы, чтобы оптимизировать стоимость контейнерной перевозки.
Какие сертификаты необходимы для ввоза оборудования в РФ и СНГ?
Для легальной эксплуатации требуется сертификат соответствия ТР ТС 010/2011 “О безопасности машин и оборудования”. Китайские поставщики премиум-уровня, такие как упомянутые выше партнеры, предоставляют сертификат EAC. Отсутствие этого документа сделает невозможным легальный ввод оборудования в эксплуатацию и прохождение проверок Ростехнадзора.
Какое обслуживание требуется в первый год работы?
В первый год критически важны первые 100 часов обкатки. Необходимо заменить масло в редукторе после первых 500 часов работы. Далее следует проводить диагностику вибрации каждые 2000 часов. Большинство поломок в первый год связано не с износом, а с ошибками монтажа или нарушением режимов смазки персоналом. Обучение операторов — обязательная часть пусконаладочных работ.
Выбор надежного партнера определяет успех проекта. Оборудование должно работать десятилетиями, обеспечивая стабильное качество продукции. Машины центробежного литья от проверенных производителей сочетают в себе технологичность и экономическую целесообразность. Свяжитесь с нами сегодня для получения детального технического предложения и расчета сроков поставки под ваши задачи.