Машина центробежного литья для производства качественных труб и заготовок
2026-02-25
содержание
- Машина центробежного литья: как она создает основу для надежных труб и заготовок
- Принцип работы: где физика заменяет сложную механику
- Ключевые преимущества: почему это не просто «литье в движении»
- Как выбрать машину: вопросы, которые задает себе инженер, а не менеджер
- Ограничения и реалии: что не сможет сделать даже лучшая машина
- Будущее в деталях: интеллектуальный контроль и новые материалы
Машина центробежного литья: как она создает основу для надежных труб и заготовок
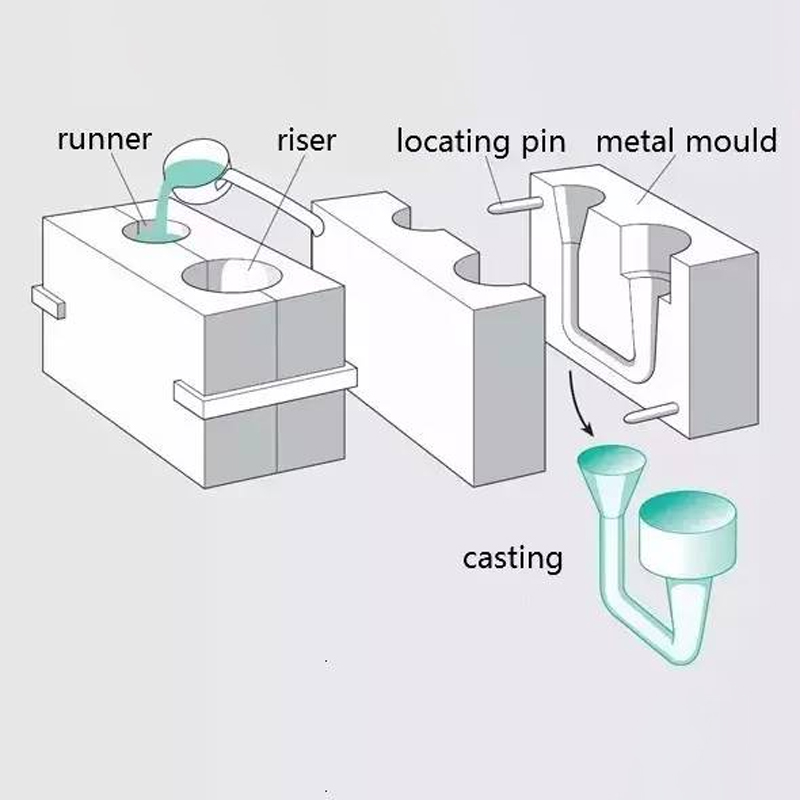
Представьте себе трубу, которая должна десятилетиями выдерживать давление, агрессивные среды или экстремальные температуры. Ее надежность закладывается не на стройплощадке, а на этапе изготовления заготовки. Ключевой инструмент для создания таких высококачественных изделий — машина центробежного литья. В отличие от статического литья, где металл застывает в неподвижной форме, здесь расплав вращается с огромной скоростью. Центробежная сила прижимает его к стенкам формы, создавая плотную, однородную структуру без раковин и шлаковых включений. Именно этот принцип лежит в основе производства заготовок для бесшовных труб, втулок, бандажей и сотен других критически важных деталей. Мы разберем, как работает эта технология, почему она выигрывает у альтернатив и на что смотреть при выборе оборудования.
Принцип работы: где физика заменяет сложную механику
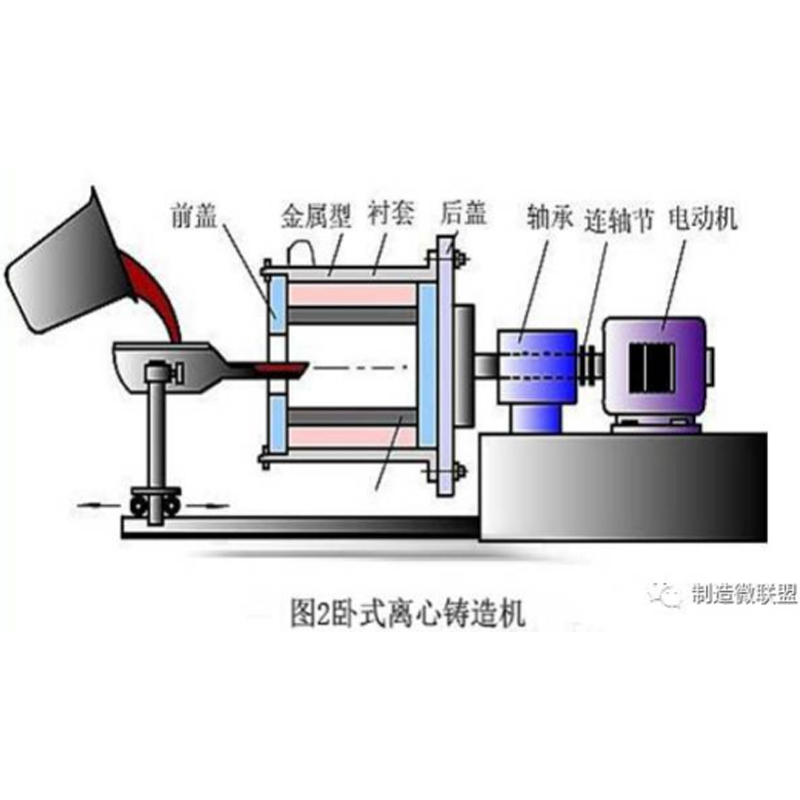
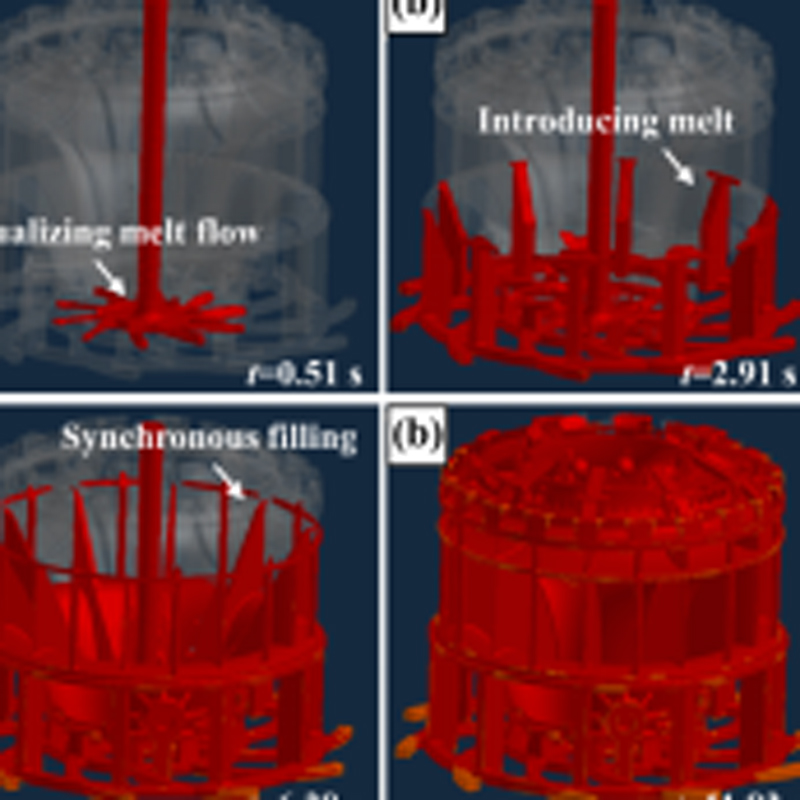
Сердце любой машины центробежного литья — вращающаяся форма, обычно из жаропрочной стали. Ее устанавливают на роликовые опоры, которые приводятся в движение мощным электродвигателем. Процесс выглядит так: форму разогревают и раскручивают до расчетных оборотов, часто от 300 до 3000 об/мин. Затем через заливочную воронку подают точно отмеренный объем расплавленного металла. Под действием центробежной силы, которая может в десятки раз превышать силу тяжести, жидкий металл равномерно распределяется по внутренней поверхности формы. Более плотные компоненты сплава и примеси смещаются к внешней стенке, а внутренняя поверхность остается чистой. Это позволяет получить идеальную геометрию и высокую чистоту внутреннего диаметра будущей трубы.
На практике мы часто сталкиваемся с вопросом о контроле скорости вращения. Слишком низкая — и металл не распределится равномерно, появятся дефекты. Слишком высокая — могут возникнуть трещины из-за чрезмерных напряжений. Опытные операторы знают, что для каждого сплава и размера заготовки существует свой «золотой» диапазон. Например, для чугунных труб диаметром 300 мм оптимальная скорость обычно находится в пределах 800-1000 об/мин. Современные машины управляются через ЧПУ, где такие параметры задаются в программе, что сводит человеческий фактор к минимуму.
Ключевые преимущества: почему это не просто «литье в движении»
Некоторые могут подумать, что центробежное литье — это лишь дорогая альтернатива непрерывному литью или ковке. Однако его преимущества фундаментальны и оправдывают инвестиции в определенных сегментах. Главный козырь — превосходная плотность и механические свойства металла. Отсутствие усадочных раковин и пористости напрямую повышает предел выносливости и сопротивление ударным нагрузкам. Это критически важно для деталей, работающих в условиях циклических нагрузок, например, валков прокатных станов или корпусов насосов.
Второе решающее преимущество — экономия материала и снижение трудоемкости механической обработки. Поскольку заготовка формируется близко к конечным размерам изделия, припуск на обработку может быть сокращен до 3-5 мм против 10-15 мм при обычном литье. Это не только экономит металл, но и сокращает время и износ станков. В одном из наших проектов по производству гильз для гидроцилиндров переход на центробежное литье позволил сократить объем стружки на 40%.
Наконец, технология обеспечивает высокую гибкость производства. На одной машине, меняя формы, можно выпускать партии разного диаметра и длины без полной переналадки линии. Это идеально для мелкосерийного и среднесерийного производства, где важна быстрая реакция на заказы.
Как выбрать машину: вопросы, которые задает себе инженер, а не менеджер
Выбор машины центробежного литья — это не покупка станка, это инвестиция в десятилетия производства. Первый и главный вопрос: горизонтальная или вертикальная компоновка? Горизонтальные машины — самые распространенные. Они подходят для длинных труб и заготовок (до 12 метров и более), обеспечивают равномерную толщину стенки по всей длине. Вертикальные машины используются для коротких деталей большого диаметра (колец, фланцев), они компактнее, но могут давать переменную толщину стенки по высоте из-за гравитации.
Далее — система привода и управления. Редукторный привод надежен, но современный частотно-регулируемый электропривод (ЧРП) дает беспрецедентную точность контроля скорости и плавный разгон. Система ЧПУ должна позволять программировать не просто скорость, а целый цикл: разгон, заливку при заданных оборотах, охлаждение, замедление. Это напрямую влияет на качество.
Третий блок вопросов касается вспомогательных систем:
- Система подогрева форм: Газовые горелки дешевле, индукционный нагрев — точнее и равномернее, что критично для высоколегированных сталей.
- Механизм выбивки отливки: Ручной подходит для мелких серий, но гидравлический толкатель — необходимость для тяжелых заготовок и автоматизации линии.
- Защитные кожухи и вентиляция: Безопасность оператора и отвод тепла — не опции, а обязательные условия.
Не забудьте проверить соответствие оборудования стандартам безопасности, например, требованиям ГОСТ 12.2.003-91 по безопасности производственного оборудования.
При выборе надежного поставщика оборудования и комплектующих для центробежного литья стоит обратить внимание на компании с глубокой экспертизой в этой области. Например, АО «Хоума Фэнлэй Изготовление Трубных Форм» специализируется на поставках высококачественного литейного оборудования, включая формы для чугунных труб, центрифуги для серого чугуна и лотковые узлы, которые являются ключевыми компонентами технологической линии. Их опыт напрямую связан с темами, затронутыми в статье: от качества форм, определяющих геометрию отливки, до вспомогательных систем. Кроме того, их ассортимент бурового инструмента (нефтяные, утяжеленные, немагнитные буровые трубы) и компонентов, таких как гидравлические цилиндры, подшипники и редукторы, находит применение в смежных отраслях — металлургии, литейном производстве и нефтегазовой промышленности, где надежность деталей, произведенных методом центробежного литья, особенно критична.
Ограничения и реалии: что не сможет сделать даже лучшая машина
Честность — основа доверия. Центробежное литье не является универсальным решением. Во-первых, есть ограничения по геометрии. Технология идеальна для тел вращения (труб, цилиндров, колец). Создание сложных фасонных отливок с ребрами, карманами или внутренними полостями для нее невозможно или крайне неэкономично. Во-вторых, капитальные затраты на саму машину, изготовление точных и дорогих форм (изложниц) и инфраструктуру высоки. Для мелких партий иногда дешевле использовать другие методы.
В-третьих, требования к персоналу. Настройка режимов литья, контроль температуры металла и формы, диагностика вибраций — это требует глубоких знаний. Ошибка в расчете скорости или температуры заливки может привести к браку всей партии. Поэтому бюджет должен включать не только оборудование, но и обучение технологов и операторов.
Будущее в деталях: интеллектуальный контроль и новые материалы
Уже сегодня мы видим, как машины центробежного литья становятся частью «умного» цеха. Датчики вибрации в реальном времени отслеживают дисбаланс формы, пирометры контролируют температурный градиент, а системы машинного зрения анализируют состояние поверхности заливаемого металла. Эти данные стекаются в единую систему, которая может прогнозировать качество отливки и предупреждать оператора о отклонениях. Следующий шаг — интеграция с системами планирования ресурсов предприятия (ERP), где параметры литья для конкретного заказа будут подгружаться автоматически.
Технология также развивается в сторону работы с новыми материалами. Речь идет о металлических матричных композитах (MMC) и интерметаллидах, где равномерное распределение упрочняющих частиц в матрице — ключевая задача. Центробежные силы здесь оказываются незаменимым помощником. Исследования в этой области, например, публикуемые в журналах «Russian Metallurgy (Metally)», показывают перспективность метода для аэрокосмической и медицинской отраслей.
Таким образом, машина центробежного литья — это не просто станок, а технологический узел, определяющий качество и долговечность тысяч конечных изделий. Ее выбор должен основываться на глубоком анализе потребностей в материалах, геометрии и объемах. Правильно подобранная и настроенная, она становится источником конкурентного преимущества, производя заготовки, чья надежность заложена в самой их структуре — плотной, однородной и свободной от скрытых пороков. Это инвестиция в качество, которое будет работать долгие годы.