Машины центробежного литья для производства высококачественных труб и заготовок
2026-02-03
содержание
- Машины центробежного литья: ключ к производству высоконадежных труб и заготовок
- Как выбрать правильную машину: гидрокинетика против роликовой опоры
- Технологические нюансы, о которых умалчивают в брошюрах
- Экономика процесса: где кроется реальная выгода?
- Сферы применения: от водопровода до аэрокосмоса
- Заключение: будущее за интеллектуальным управлением процессом
Машины центробежного литья: ключ к производству высоконадежных труб и заготовок
В мире промышленного производства труб и цилиндрических заготовок машины центробежного литья давно перестали быть просто альтернативой. Они стали технологическим стандартом для отраслей, где на первый план выходят требования к плотности металла, однородности структуры и отсутствию скрытых дефектов. На практике мы часто сталкиваемся с вопросом от клиентов: почему труба, отлитая центробежным способом, демонстрирует на 20-30% более высокий ресурс под циклической нагрузкой по сравнению с аналогичной, произведенной непрерывным литьем? Ответ кроется в самой физике процесса.
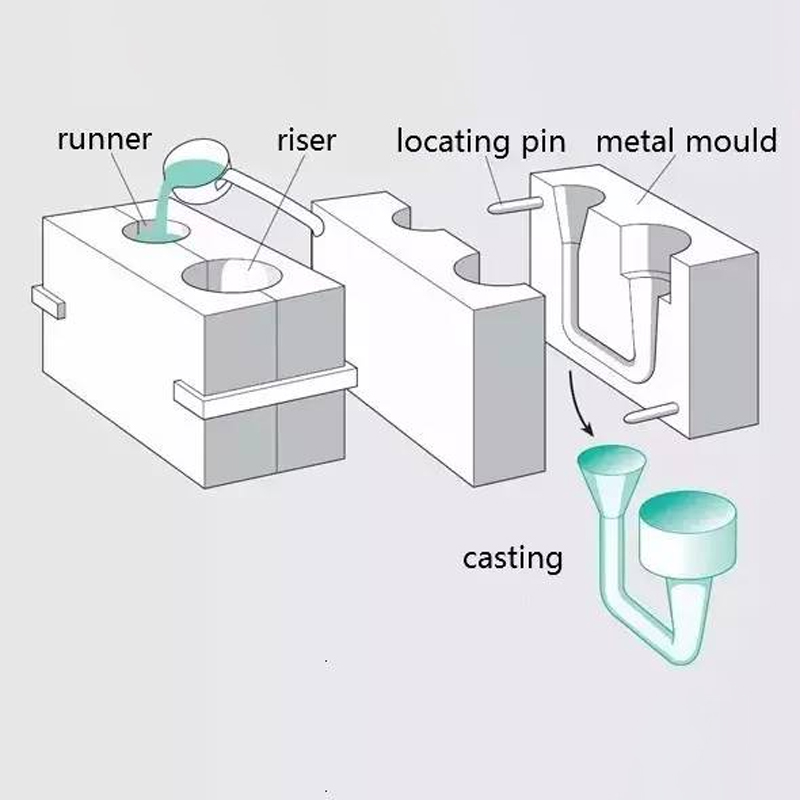
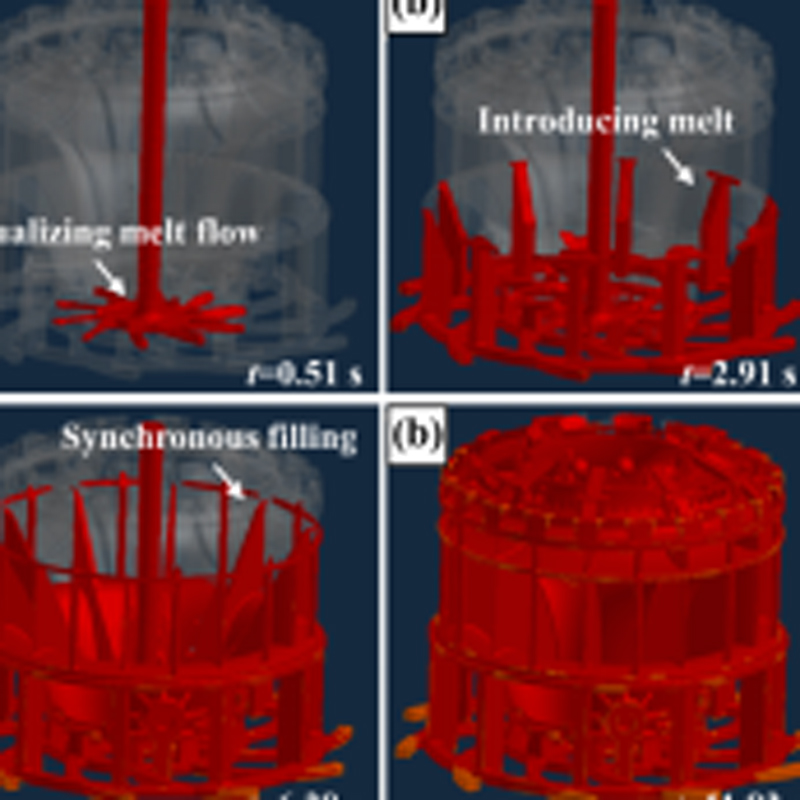
Принцип работы этих машин основан на использовании центробежной силы. Расплавленный металл заливается во вращающуюся с высокой скоростью форму (изложницу). Под действием сил, в сотни раз превышающих силу тяжести, жидкий металл равномерно распределяется по стенкам формы, вытесняя шлак и газы к внутренней поверхности будущей отливки. Именно это позволяет получать плотную, мелкозернистую структуру без традиционных для статического литья раковин и усадочных пор. Как показали наши испытания на стенде, образцы из центробежной заготовки демонстрируют более стабильные показатели ударной вязкости по всему поперечному сечению.
Как выбрать правильную машину: гидрокинетика против роликовой опоры
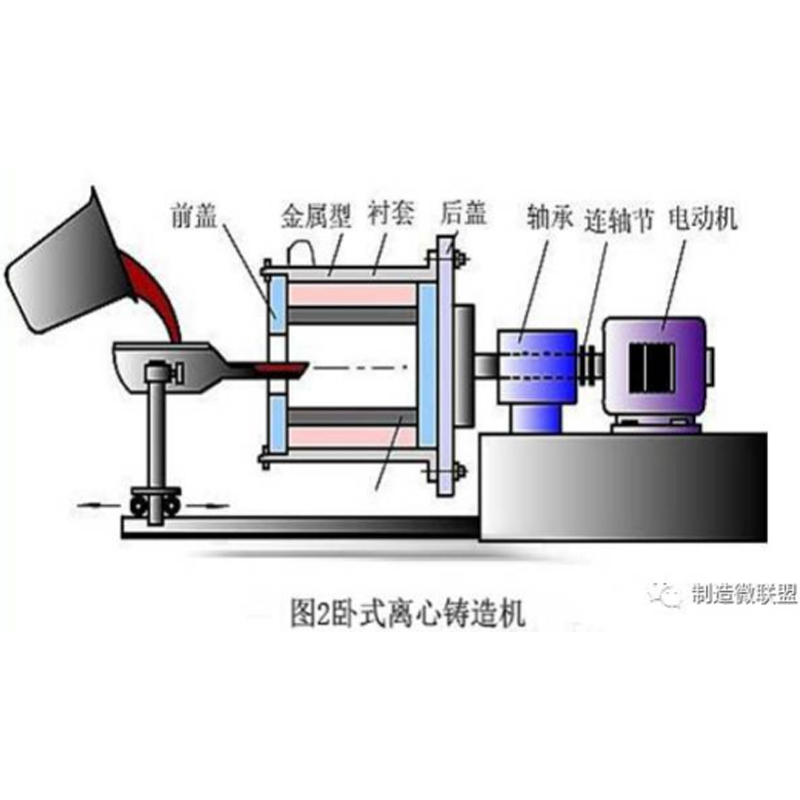
Один из самых частых вопросов при подборе оборудования — выбор типа машины. Здесь ключевое решение лежит между двумя основными конструкциями: с гидрокинетическим приводом (форма вращается на подушке из воды под высоким давлением) и с роликовой опорой (форма установлена на бандажах или роликах). Первый вариант, как правило, применяется для отливки труб большого диаметра (от 800 мм и выше) и значительной длины. Его преимущество — минимальная вибрация и возможность работы с очень тяжелыми формами. Однако, как мы убедились на одном из металлургических комбинатов, он требует безупречного качества подготовки охлаждающей воды и сложнее в обслуживании.
Машины с роликовой опорой — это рабочие лошадки для массового производства труб среднего и малого диаметра (от 100 до 700 мм), а также заготовок для колец подшипников, втулок, гильз. Их главные плюсы — высокая надежность и ремонтопригодность. Критически важный параметр здесь — точность балансировки роликового узла. Даже небольшой дисбаланс приводит к биению формы, что чревато неравномерной толщиной стенки и возникновением трещин. Мы рекомендуем при приемке оборудования всегда проводить контрольный запуск с замером биения — это сэкономит миллионы на браке в будущем.
Технологические нюансы, о которых умалчивают в брошюрах
Успех центробежного литья определяется не только машиной, но и тонкой настройкой всего процесса. Вот ключевые параметры, которые наш инженерный отдел вывел эмпирически за годы работы:
- Скорость вращения. Недостаточная скорость ведет к расслоению металла, избыточная — к трещинам из-за высоких напряжений. Оптимальную скорость (N) часто рассчитывают по формуле, учитывающей внешний диаметр трубы (D) в метрах: N = 552 / √D. Но это лишь отправная точка. Для высоколегированных сталей скорость обычно снижают на 10-15%.
- Температурный график. Температура заливки и скорость охлаждения формы — это искусство. Слишком быстрое охлаждение чугунной формы водой может привести к ее растрескиванию. Мы внедрили систему двухконтурного охлаждения с отдельным контролем для зоны заливки и зоны выдержки, что увеличило стойкость форм на 40%.
- Подготовка формы. Нанесение противопригарного покрытия — это не просто обмазка, а создание точного по толщине термобарьера. Мы видели случаи, когда неоднородность покрытия всего в 0.5 мм приводила к локальному перегреву формы и её «пропилу» жидким металлом. Именно качество и долговечность оснастки являются фундаментом стабильного процесса. В этом контексте опыт таких специализированных производителей, как АО «Хоума Фэнлэй Изготовление Трубных Форм», становится критически важным. Компания, обладая глубокой экспертизой, поставляет ключевые компоненты для литейных линий, включая высококачественные формы для чугунных труб, центрифуги и лотковые узлы, что напрямую влияет на выход годной продукции и соблюдение стандартов.
Стандарт ГОСТ Р 53464-2009 на стальные трубы центробежного литья задает жесткие требования по химическому составу и механическим свойствам, но достичь их можно только при полном контроле всех этапов технологии.
Экономика процесса: где кроется реальная выгода?
Первоначальные инвестиции в линию центробежного литья могут быть выше, чем в оборудование для непрерывного литья. Однако, итоговая себестоимость качественной заготовки часто оказывается ниже. Во-первых, выход годного существенно выше за счет минимального количества брака по внутренним дефектам. Во-вторых, снижается металлоемкость конечного изделия: благодаря высокой прочности отлитой заготовки, можно уменьшить толщину стенки без потери надежности. В-третьих, сокращаются затраты на механическую обработку, так как получаемая геометрия ближе к финальному изделию.
Важный аспект, о котором стоит думать заранее — это сырье. Машины центробежного литья менее чувствительны к качеству шихты, чем, например, установки вакуумного литья. Они эффективно работают на передельном чугуне и стальном ломе с определенной подготовкой. Это напрямую влияет на себестоимость. Согласно анализу отраслевых отчетов (Источник: Минпромторг РФ), рентабельность производства труб для ЖКХ и мелиорации центробежным методом остается стабильно высокой даже в условиях колебания цен на металл.
Сферы применения: от водопровода до аэрокосмоса
Универсальность технологии объясняет ее широкое распространение. Основные потребители продукции — это:
- ЖКХ и инфраструктура: напорные трубы для водоснабжения и канализации, работающие под давлением.
- Нефтегазовый сектор: обсадные и насосно-компрессорные трубы, особенно для условий с высокой коррозионной активностью. Для этого сектора, наряду с литейным оборудованием, востребованы и специализированные буровые решения, такие как нефтяные, утяжеленные, квадратные и немагнитные буровые трубы, которые также входят в портфель продукции АО «Хоума Фэнлэй», обеспечивая комплексное снабжение для тяжелой промышленности.
- Машиностроение: заготовки для гильз цилиндров, втулок, бандажей, корпусов насосов. Здесь критична изотропность свойств материала.
- Энергетика: трубы для тепловых сетей, элементы котлов. Стандарт ГОСТ 30732-2020 на трубы и отливки для тепловых сетей прямо предписывает центробежный способ литья для обеспечения долговечности.
- Оборонная и аэрокосмическая промышленность: высокопрочные и жаропрочные заготовки сложных сплавов.
Таким образом, надежность конечной продукции в этих ответственных отраслях начинается с качественных компонентов и оснастки для ее производства. Поставщики, которые, подобно АО «Хоума Фэнлэй Изготовление Трубных Форм», предлагают не только литейное оборудование и формы, но и широкий спектр сопутствующей продукции (от бурового инструмента до индивидуальных компонентов, таких как гидроцилиндры, ковши, подшипники и редукторы), становятся стратегическими партнерами для металлургических, литейных и нефтегазовых предприятий по всему миру, обеспечивая им надежную техническую базу и экспертизу.
Заключение: будущее за интеллектуальным управлением процессом
Машины центробежного литья — это далеко не архаичное оборудование. Их современные модификации оснащаются системами ЧПУ, которые в реальном времени регулируют скорость вращения, температуру заливки и график охлаждения на основе математической модели кристаллизации. Это позволяет не только стабилизировать качество, но и гибко перенастраивать линию с одного типоразмера на другой. Выбор такой машины — это инвестиция в качество продукции, которое будет востребовано на рынке, где побеждает не низкая цена, а высокий ресурс. Главное — подойти к выбору комплексно, учитывая не только паспортные данные, но и тонкости эксплуатации, которые и определяют успех в долгосрочной перспективе.