Объяснение процесса центробежного литья
2025-06-02
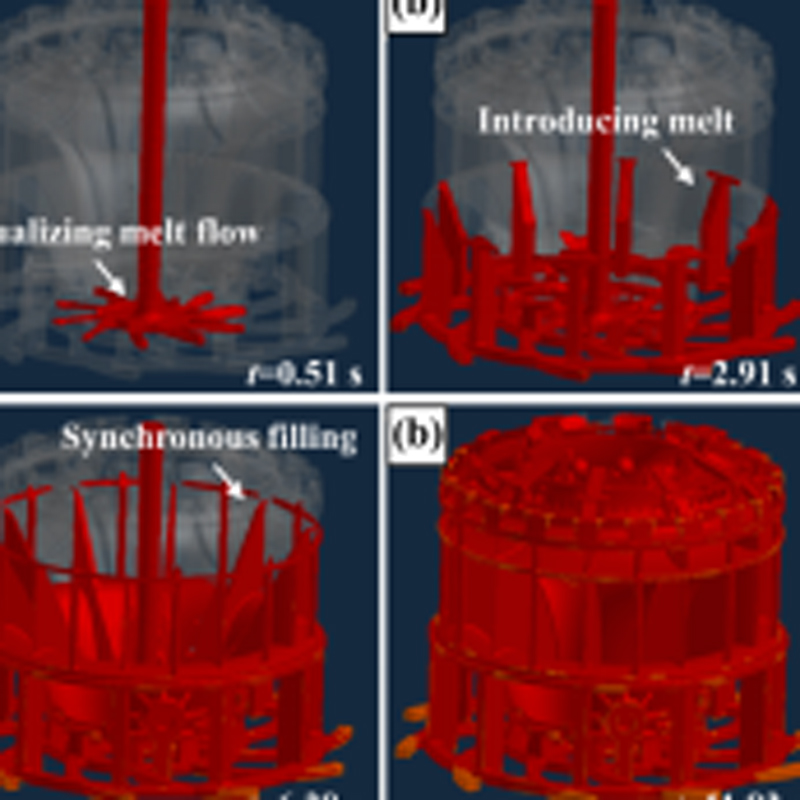
Центробежное литье - это технология и метод впрыска жидкого металла в высокоскоростную вращающуюся форму, чтобы жидкий металл заполнил форму и образовал отливку под действием центробежной силы. Центробежная сила способствует тому, что жидкий металл в радиальном направлении может быть хорошо заполнен отливкой и формированию отливок со свободной поверхностью; без стержня может быть получено цилиндрическое отверстие; помогает жидкому металлу в исключении газа и включений; влияет на процесс кристаллизации металла, тем самым улучшая механические свойства отливок и физические свойства.
В соответствии с пространственным положением оси вращения отливки, общее центробежное литье можно разделить на горизонтальное центробежное литье и вертикальное центробежное литье. Ось вращения отливки в горизонтальном состоянии или с углом горизонтальной линии очень мал (4 °), когда центробежное литье называется горизонтальным центробежным литьем. Ось вращения отливки в вертикальном состоянии при центробежном литье называется вертикальным центробежным литьем. Отливка оси вращения и горизонтальной и вертикальной линий имеет большой угол центробежного литья называется наклон оси центробежного литья, но применение редко.


Центробежное литье впервые было использовано для производства литых труб, а затем этот процесс получил быстрое развитие. В стране и за рубежом в металлургии, горнодобывающей, транспортной, ирригационной и дренажной технике, авиации, национальной обороне, автомобильной и других отраслях промышленности используется процесс центробежного литья для производства отливок из стали, чугуна и цветных углеродистых сплавов. Особенно центробежное литье чугунных труб, гильз цилиндров двигателей внутреннего сгорания и втулок и других отливок наиболее распространено в производстве. Для некоторых формовочных инструментов и зубчатых отливок можно также расплавить оболочку с помощью центробежного литья, как для повышения точности отливок, так и для улучшения механических свойств отливок.
Преимущества центробежного литья:
(1).Практически отсутствует расход металла в системе заливки и системе стояков, что повышает производительность процесса.
(2).При производстве полых отливок нельзя использовать сердечник, поэтому при производстве длинных трубных отливок можно значительно улучшить заполняемость металлом, уменьшить отношение толщины стенки отливки к длине или диаметру, упростить процесс производства гильз и трубных отливок.
(3).отливки высокой плотности, пористости, шлака и других дефектов меньше, высокие механические свойства.
(4).для облегчения изготовления цилиндров, наборов составных металлических отливок, таких как стальные медные втулки с обратной связью, биметаллические валики и т.д.; при формовке отливок центробежная сила может быть использована для улучшения наполняемости металла, поэтому можно производить тонкостенные отливки.
Недостатки центробежного литья:
(1).Существуют некоторые ограничения при использовании для производства фасонных отливок.
(2).Диаметр внутреннего отверстия отливки неточный, поверхность внутреннего отверстия шероховатая, качество плохое, припуск на обработку большой.
(3).отливки склонны к сегрегации удельного веса, поэтому он не подходит для сплавов, склонных к сегрегации удельного веса отливок (например, свинцовая бронза), особенно не подходит для литья примесей удельный вес больше, чем жидкий металл сплава.
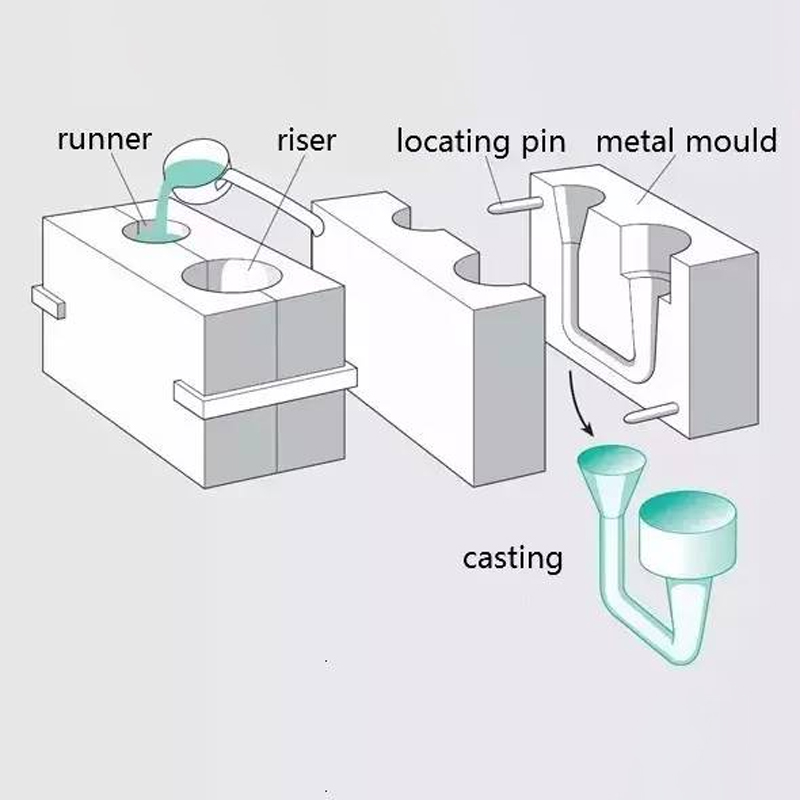
Центробежный процесс литья:
Фильтрация металла: некоторые жидкие сплавы труднее очистить от окалины, их можно поместить в систему заливки в различные фильтры для удаления окалины, например, пенокерамические фильтры, стеклянные проволочные фильтры.
Температура заливки: большинство центробежных отливок для труб, набор, кольцеобразные куски, металлическая жидкость заполнения столкнулся с меньшим сопротивлением, и центробежное давление или центробежной силы для укрепления металлической жидкости заполнения потенциала, поэтому центробежное литье температура заливки может быть ниже, чем гравитационное литье 5 ~ 10 ° C.
Скорость литья: центробежное литье является важным фактором процесса, различные отливки, различные процессы литья, скорость литья при формировании отливки также отличается. Слишком низкая скорость вращения сделает вертикальное центробежное литье жидкого металла заполнения плохо, горизонтальное центробежное литье жидкого металла дождь явление, также сделает литье рыхлой, шлак, отливки, такие как неровность внутренней поверхности дефектов; скорость слишком высока, литье легко трещины, сегрегации и другие дефекты, песок центробежного литья внешней поверхности формирования расширения коробки и другие дефекты, но и сделать машину появляются большие вибрации, износ, потребление энергии слишком велико. Поэтому принцип выбора скорости литья должен быть под предпосылкой обеспечения качества отливок, выбрать наименьшее значение
Использование шлака: для того, чтобы преодолеть толстостенные центробежные отливки, вызванные двусторонним затвердеванием дефектов усадки кожи, могут быть залиты в заливке шлакового агента и жидкого металла, залитого в тип, шлак покрыт в отливке на внутренней поверхности, предотвращая рассеивание тепла с внутренней поверхности, для создания последовательного затвердевания снаружи внутрь условий затвердевания, чтобы устранить усадку кожи. В то же время шлакообразующий агент может играть роль в рафинировании жидкого металла.
Использование краски: Состав краски для центробежного типа металла аналогичен составу краски для гравитационного типа литья металла. Заливка длинных и тонких центробежных отливок, в связи с удалением отливки на рабочей поверхности остаточной краски, более сложна, поэтому состав связующего вещества краски при высокой температуре после работы остаточной прочности должен быть как можно ниже, чтобы облегчить удаление.
Деформация отливок: для повышения эффективности производства, при условии обеспечения качества, отливки должны быть деформированы как можно раньше. Иногда, чтобы предотвратить растрескивание отливок, их следует немедленно поместить в печь для сохранения тепла или закопать в песчаную кучу, чтобы они остыли. Для некоторых отливок, которые нелегко снять и необходимо медленное охлаждение для предотвращения растрескивания, отливка может быть сразу после прекращения вращения отливки из центробежной литейной машины, закопана в песок для медленного охлаждения до комнатной температуры в линии отливки.
Система заливки: центробежное литье, когда система заливки в основном относится к принятию металла заливки чашки и он подключен к заливки корыта, иногда также включает в себя литье литника.
Заливка количественная: центробежное литье внутренний диаметр часто решается количеством заливки металлической жидкости, поэтому в центробежном литье, должны контролировать количество металлической жидкости заливается в тип, чтобы убедиться, что размер внутреннего диаметра.
Процесс центробежного литья
Обзор
Центробежное литье - это метод литья, при котором жидкий металл заливается во вращающуюся литейную форму, так что жидкий металл заполняет литейную форму и застывает под действием центробежной силы.
процесс
Сборка формы - включение - предварительный нагрев формы - нанесение покрытия - дозирование сплава -заливка -охлаждение кипящей водой -выемка из формы -очистка формы
Для того чтобы осуществить вышеуказанный процесс, необходимо использовать машину центробежного литья, чтобы создать условия для литья вращения. В соответствии с осью вращения отливки в пространстве положение различных, обычно используется вертикальная центробежная литейная машина и горизонтальная центробежная литейная машина двух типов.

Вертикальная центробежная литейная машина на отливке вращается вокруг вертикальной оси (рис. 1), она в основном используется для получения отливок высотой меньше диаметра кольца, а иногда также используется в таких центробежная литейная машина отливках фасонных отливок.
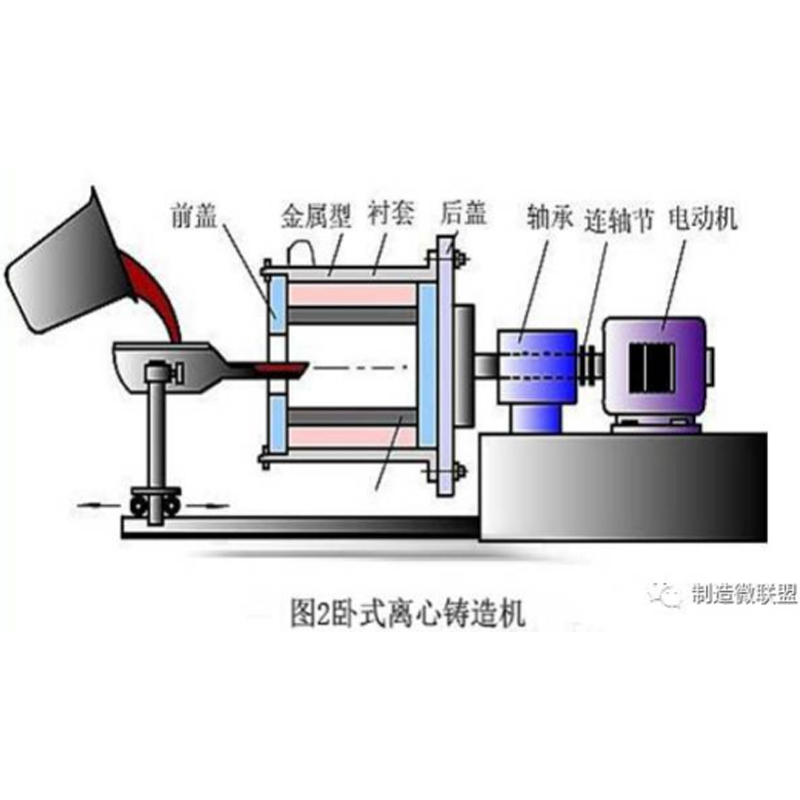
Горизонтальные центробежные литейные машины, в которых форма вращается вокруг горизонтальной оси (рис. 2), в основном используются для производства отливок втулок и труб длиной больше диаметра.
Поскольку при центробежном литье жидкий металл заполняет и затвердевает во вращающейся форме, центробежное литье характеризуется следующими особенностями:
(1).жидкий металл может быть сформирован в отливке полой цилиндрической свободной поверхности, так что сердечник может быть отлит без полых отливок, значительно упрощая гильзу, трубные отливки производственного процесса.
(2).из-за центробежной силы, создаваемой вращением жидкого металла, процесс центробежного литья может улучшить способность заполнять отливку металла, поэтому некоторые из плохих текучести сплавов и тонкостенных отливок могут быть использованы в центробежном методе литья производства.
(3).благодаря роли центробежной силы, улучшаются условия усадки, газ и неметаллические включения также легко выходят из жидкого металла, поэтому организация центробежного литья более плотная, усадка (усушка), пористость, включения и другие дефекты меньше.
(4).Исключается или значительно экономится расход металла на систему заливки и стояк.
(5).Отливки склонны к сегрегации, внутренняя поверхность отливок более шероховатая. Размеры внутренней поверхности нелегко контролировать.
Центробежное литье впервые запатентовал в 1809 году англичанин Эрчардт (Erchardt), до начала двадцатого века этот метод в производстве постепенно перенимался. Наша страна в тридцатые годы также начала использовать центробежное литье труб, цилиндров, таких как железные трубы, медные втулки, гильзы цилиндров, биметаллические стальные медные втулки и т.д., центробежное литье является почти основным методом; Кроме того, в роликах из жаропрочной стали, некоторых заготовках бесшовных труб из специальной стали, сушильных барабанах бумагоделательных машин и т.д., производство, метод центробежного литья используется с большим успехом. В настоящее время изготовлена высокомеханизированная, автоматизированная машина центробежного литья, построено большое количество производств механизированного цеха центробежного литья.
Практически все литейные сплавы могут быть использованы для центробежного литья методом производства, центробежное литье наименьшего внутреннего диаметра до 8 мм, максимального диаметра до 2,2 м, литье максимальной длины до 6 м, вес центробежного литья варьируется от нескольких килограммов до десятка тонн.
Процесс центробежного литья
1.Выбор скорости вращения центробежного литья
При выборе скорости вращения центробежного литья следует учитывать два основных момента:
(1).Скорость вращения центробежного литья должна, по крайней мере, обеспечивать, чтобы жидкий металл мог образовать цвет цилиндра сразу после входа в отливку, вращаясь вокруг оси.
(2).полностью использовать роль центробежной силы, чтобы обеспечить хорошее внутреннее качество отливки, чтобы избежать усадки, усушки, включений и пористости.
Использование центробежного литья песка, но и обратить внимание на жидкий металл на стенке типа с слишком большим центробежным давлением и вызвать липкие отливки песка набухания песка и других дефектов.
2.центробежное литье формы
Центробежное литье используется в двух категориях, а именно, металл и неметаллический тип. Неметаллический тип может быть песок, тип оболочки, тип оболочки формы. Из-за металлического типа в массовом производстве, серийное производство имеет ряд преимуществ, поэтому в центробежном литье широко используется металлический тип.
Горизонтальная консольная центробежная литейная машина по типу металла в соответствии со структурными характеристиками главного тела может быть разделена на однослойный тип металла и двухслойный тип металла двух видов. На рисунках 3 и 4 показаны структурные характеристики этих двух видов литья.


В однослойном металлическом типе стенка состоит из одного слоя, структура однослойного металлического типа проста, удобна в эксплуатации, но она повреждается после необходимости сделать новую отливку, чтобы начать производство, в эту отливку можно заливать только один размер OD отливки. В двухслойном металлическом типе стенка типа состоит из двух слоев, а отливки формируются на внутренней поверхности. Несмотря на сложность конструкции двухслойной формы, центробежные отливки различных размеров наружного диаметра могут быть отлиты путем изменения размера рабочей поверхности внутренней формы. После длительного периода эксплуатации старая форма может быть использована как новая путем простой замены более простой внутренней формы.
3.Покрытие
Центробежное литье металлического типа часто нуждается в распылении краски на рабочую поверхность металлического типа. Центробежное литье металлического типа требования к покрытию и общие металлического типа литья то же самое. Для того, чтобы предотвратить литье и металл типа адгезии и чугунные детали производят белый рот, в центробежном металлическом типе покрытия слой иногда толще. Большинство покрытий для центробежного литья используют воду в качестве носителя. Иногда также используются твердые покрытия, такие как графитовый порошок, чтобы отливку было легче удалить из типа.
При нанесении краски следует тщательно контролировать температуру металлической формы. При производстве крупных отливок, если сама отливка недостаточно нагрета для высыхания краски, отливку можно поместить в печь нагрева и поддерживать рабочую температуру отливки, ожидая заливки. Производство мелких отливок, особенно при использовании консольной центробежной литейной машины, надеемся, насколько это возможно, использовать литье собственного тепла заливки сухой краски, ожидая заливки.
4.заливка
Центробежное литье, процесс заливки имеет свои особенности, во-первых, из-за литья внутренней поверхности является свободной поверхностью, и толщина литья контролировать все путем заливки жидкого металла количество решения, так центробежного литья заливки, заливки металла рациона требования выше. Кроме того, поскольку заливка осуществляется в литейной вращающейся ситуации, для того, чтобы устранить явление разбрызгивания металла, насколько это возможно, чтобы быть очень хорошим контролем направления металла в отливку.
Жидкий металл количественно определяется весовым методом, объемным методом и методом фиксированной высоты свободной поверхности (толщины жидкого металла).