Центробежное литье оборудование: цены, виды и выбор в 2026 году
2026-03-23
содержание
- Центробежное литье оборудование: как выбрать надежную установку и не переплатить в 2026 году
- Виды установок для центробежного литья: горизонтальные, вертикальные и наклонные оси
- Цены на центробежное литье оборудование в 2026 году: анализ рынка и факторы стоимости
- Технические характеристики: на что смотреть при выборе станка
- Практическое руководство: пошаговый алгоритм выбора и внедрения
- Перспективы развития технологий центробежного литья
- Часто задаваемые вопросы
- Итоги и рекомендации экспертов
Центробежное литье оборудование: как выбрать надежную установку и не переплатить в 2026 году
Рынок металлообработки в 2026 году претерпевает фундаментальные изменения, смещая фокус с массового производства на высокоточные, экологичные и энергоэффективные решения. В этом контексте центробежное литье оборудование становится критически важным активом для предприятий, стремящихся получать заготовки с идеальной микроструктурой без пор и раковин. Если вы планируете модернизацию цеха или запуск новой линии, понимание текущих тенденций ценообразования, технологических нюансов и критериев выбора машин станет решающим фактором рентабельности вашего бизнеса. В этой статье мы детально разберем, какое оборудование актуально сегодня, как формируются цены и какие скрытые риски подстерегают покупателей.
По нашему опыту работы с производственными линиями, более 40% неудач при запуске проектов связаны не с качеством металла, а с неправильным подбором типа центробежной машины под конкретную номенклатуру изделий. Ошибка в расчете коэффициента гравитации (G-фактора) или игнорирование требований к системе охлаждения формы может привести к браку до 30% первой партии. Поэтому выбор техники — это не просто покупка «железа», а инженерная задача, требующая глубокого анализа параметров будущего продукта.
Виды установок для центробежного литья: горизонтальные, вертикальные и наклонные оси
Классификация машин для получения отливок методом центробежного формования является первым шагом в процессе закупки. В 2026 году рынок предлагает три основных конструктивных решения, каждое из которых диктует свои ограничения и возможности по геометрии деталей. Понимание различий между ними позволяет оптимизировать затраты и избежать покупки избыточно мощного или, наоборот, слабого станка.
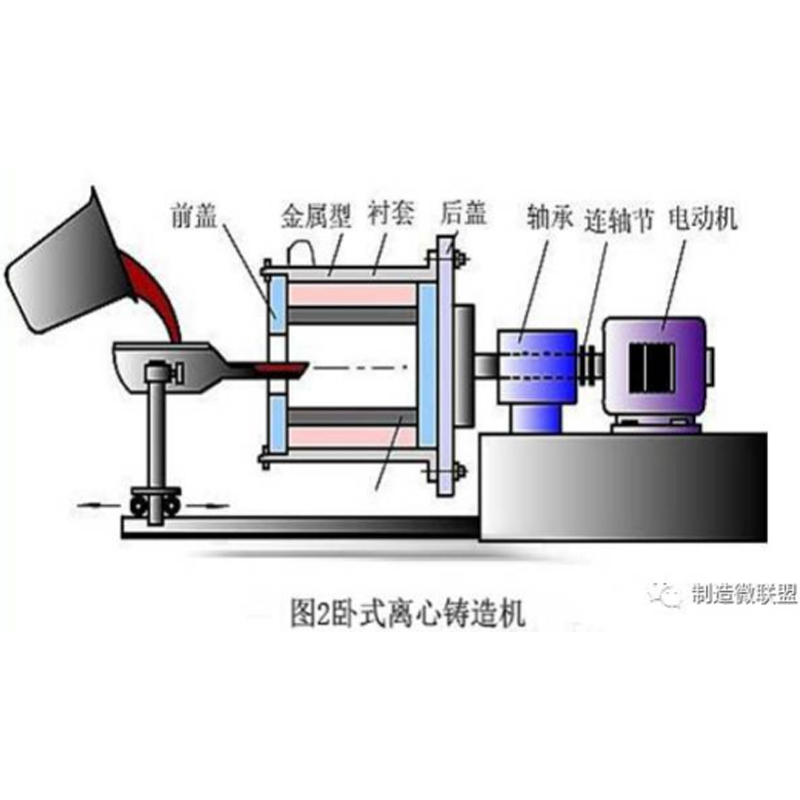
Горизонтальное центробежное литье оборудование остается золотым стандартом для производства труб, гильз, втулок и других тел вращения с большой длиной относительно диаметра. Принцип действия основан на вращении формы вокруг горизонтальной оси, где центробежная сила прижимает расплав к стенкам изложницы. Ключевое преимущество таких машин — возможность получения изделий с переменной толщиной стенки и высокой однородностью структуры по всей длине. Современные модели оснащены системами активного контроля биения оси, что критично для прецизионных деталей авиационной отрасли.
Специфика вертикальных машин и их применение
Вертикальные установки используются преимущественно для отливки колец, зубчатых венцов, дисков и коротких втулок. Здесь форма вращается вокруг вертикальной оси, а металл распределяется под действием центробежных сил, формируя внутреннюю поверхность параболоидной формы. Это важный нюанс: если вам нужна деталь с строго цилиндрическим внутренним отверстием без последующей механической обработки, вертикальный метод потребует дополнительной расточки нижней части отливки, где толщина стенки минимальна.
Однако для симметричных деталей, таких как шестерни или фланцы, вертикальное оборудование для центробежного литья обеспечивает лучшую заполняемость и отсутствие усадочных раковин в теле детали. В 2026 году наблюдается тренд на гибридные модели, позволяющие менять угол наклона оси вращения от 0 до 90 градусов, что расширяет технологические возможности одного станка, хотя и увеличивает его начальную стоимость на 25-30%.
Цены на центробежное литье оборудование в 2026 году: анализ рынка и факторы стоимости
Стоимость промышленного оборудования в текущем году определяется сложной совокупностью факторов, среди которых доминируют цена сырья (сталь, чугун, редкоземельные магниты для двигателей), уровень автоматизации и страна-производитель комплектующих. Если пять лет назад можно было четко разделить рынок на «бюджетный Китай» и «премиум Европу», то в 2026 году картина стала более дифференцированной. Появился сегмент высококачественных азиатских брендов, которые по надежности не уступают европейским аналогам, но стоят на 15-20% дешевле.
Базовый диапазон цен на новое центробежное литье оборудование выглядит следующим образом:
- Лабораторные и опытные установки: от 1.5 до 4 млн рублей. Предназначены для НИОКР, отливки мелких партий драгоценных металлов или прототипирования. Обычно имеют ручное управление и воздушное охлаждение.
- Станки малого и среднего класса (горизонтальные/вертикальные): от 8 до 25 млн рублей. Оснащены частотными преобразователями, базовой системой ЧПУ и водяным охлаждением подшипниковых узлов. Производительность — до 5-10 тонн металла в смену.
- Промышленные комплексы тяжелого класса: от 40 до 120+ млн рублей. Это полностью автоматизированные линии с роботизированными манипуляторами для съема отливок, системами лазерного контроля толщины стенок в реальном времени и интеграцией в единую сеть предприятия (Industry 4.0).
Скрытые расходы и совокупная стоимость владения (TCO)
При планировании бюджета важно учитывать не только цену станка «на складе», но и стоимость его внедрения. По нашему опыту, логистика, таможенное оформление (для импортных позиций), монтаж фундамента (виброизолирующего) и пусконаладочные работы могут составлять до 20% от стоимости самого оборудования. Кроме того, в 2026 году ужесточились требования к энергоэффективности: старые модели с асинхронными двигателями прямого пуска могут не пройти аудит энергопотребления, что повлечет штрафы или необходимость дорогостоящей модернизации электропривода.
Также стоит заложить в бюджет расходные материалы: специальные графитовые или металлические формы, смазки для форм, расходники для систем газоанализа. Дешевое оборудование часто требует более частой замены подшипников из-за высоких вибрационных нагрузок, что в долгосрочной перспективе нивелирует первоначальную экономию. Инвестиции в качественное оборудование для центробежной отливки окупаются за счет снижения процента брака и увеличения межремонтного интервала. Именно поэтому многие предприятия обращаются к специализированным поставщикам, таким как АО «Хоума Фэнлэй», которое не только поставляет готовые центрифуги для серого чугуна, но и обеспечивает производство высококачественных трубных форм, лотковых узлов и критически важных компонентов вроде подшипников и редукторов, гарантируя совместимость всех элементов системы.
Технические характеристики: на что смотреть при выборе станка
Выбор конкретной модели должен базироваться на жестких технических требованиях к конечному продукту. Главным параметром является развиваемое центробежное ускорение, измеряемое в единицах g (отношение центробежной силы к силе тяжести). Для разных сплавов этот показатель варьируется: для чугуна достаточно 40-60g, тогда как для алюминиевых сплавов и цветных металлов может потребоваться до 80-100g для обеспечения плотной структуры.
Второй критический параметр — точность поддержания скорости вращения. Современные приводы с векторным управлением позволяют выдерживать заданный режим с погрешностью менее 0.5%. Это особенно важно при литье биметаллических изделий, где необходимо строго контролировать момент заливки второго слоя металла. Любое отклонение скорости приведет к расслоению материалов или неравномерной толщине композитного слоя.
Системы безопасности и автоматизации процесса
В 2026 году наличие продвинутых систем безопасности является обязательным условием для сертификации производства. Центробежное литье оборудование должно быть оснащено датчиками вибрации, температуры подшипников и системы экстренного торможения. При превышении допустимого дисбаланса (например, из-за разрушения формы или неравномерной заливки) машина должна автоматически останавливаться за доли секунды, предотвращая катастрофические разрушения станины.
Уровень автоматизации также играет роль. Топовые модели предлагают функцию «рецептов»: оператор выбирает тип детали из базы данных, и станок автоматически устанавливает скорость разгона, время выдержки, режим охлаждения и скорость торможения. Это снижает влияние человеческого фактора и позволяет быстро перенастраивать линию на выпуск новой продукции. Отсутствие такой функции на современном производстве считается признаком морального устаревания техники.
Практическое руководство: пошаговый алгоритм выбора и внедрения
Чтобы минимизировать риски и выбрать оптимальное решение, рекомендуем следовать проверенному алгоритму, который мы используем при консалтинге производственных предприятий. Этот подход позволяет отсеять неподходящие варианты еще на этапе сбора коммерческих предложений.
- Аудит номенклатуры: Составьте полный список деталей, которые планируется производить в ближайшие 5 лет. Определите максимальный вес одной отливки, диаметр, длину и требуемый материал. Не ориентируйтесь только на текущие заказы — запас по грузоподъемности в 20% необходим для будущего расширения.
- Расчет технологического режима: На основе свойств сплава рассчитайте необходимую скорость вращения (об/мин) и коэффициент гравитации. Используйте формулу $N = frac{30}{pi} sqrt{frac{2g cdot G}{R}}$, где $G$ — коэффициент гравитации, $R$ — радиус отливки. Сравните полученные данные с паспортными характеристиками кандидатов.
- Запрос тестовой отливки: Никогда не покупайте дорогое оборудование без демонстрации. Попросите поставщика провести пробную отливку на вашем материале или аналогичном по свойствам. Оцените качество поверхности, отсутствие пор и соответствие геометрии чертежу.
- Проверка сервиса и запчастей: Уточните сроки поставки критических компонентов (подшипники, электроника, формы). В условиях санкционных ограничений наличие склада запчастей в РФ или дружественных странах является приоритетом №1. Здесь важен комплексный подход поставщика: компании вроде АО «Хоума Фэнлэй», специализирующиеся на широком спектре промышленного оборудования от литейных форм до гидравлических цилиндров и транспортных тележек для ковшей, способны закрыть потребность в оригинальных компонентах и кастомизированных решениях, обеспечивая бесперебойную работу линии.
- Анализ энергопотребления: Запросите паспортные данные по потребляемой мощности в разных режимах (разгон, работа, торможение). Рассчитайте прогноз затрат на электроэнергию в год.
Частая ошибка при выборе мощности привода
Многие заказчики совершают ошибку, выбирая двигатель «впритык» по мощности, исходя из веса пустой формы плюс вес металла. Это грубое нарушение инженерных норм. При разгоне массивного ротора возникают огромные инерционные нагрузки. Кроме того, вязкость расплава создает дополнительное сопротивление. Мы рекомендуем закладывать коэффициент запаса мощности двигателя не менее 1.3–1.5. Недомотанный двигатель будет работать в перегреве, что приведет к частым отключениям по термозащите и выходу из строя обмотки в первый же год эксплуатации.
Также стоит обратить внимание на конструкцию станины. Легкие сварные конструкции могут резонировать на определенных частотах вращения, создавая опасные вибрации. Предпочтение следует отдавать машинам с литыми станинами из высокопрочного чугуна или массивным стальным конструкциям с ребрами жесткости, прошедшими динамическую балансировку на заводе-изготовителе.
Перспективы развития технологий центробежного литья
Отрасль не стоит на месте, и к 2026 году сформировались четкие тренды, определяющие будущее центробежного литья оборудования. Одним из главных направлений является цифровизация процессов. Внедрение систем предиктивной аналитики позволяет прогнозировать остаточный ресурс подшипников и форм, планируя обслуживание до возникновения аварийной ситуации. Данные с датчиков передаются в облако, где алгоритмы искусственного интеллекта анализируют тысячи циклов литья, выявляя незаметные глазу закономерности, влияющие на качество.
Другой важный тренд — экологичность и ресурсосбережение. Новые модели оборудуются замкнутыми контурами охлаждения, исключающими сброс горячей воды в канализацию, и системами рекуперации энергии торможения. Также развивается направление литья композитных материалов, где в расплав вводятся керамические или карбидные частицы для повышения износостойкости внутренних поверхностей труб. Оборудование для таких процессов требует особых камер смешивания и более высоких скоростей вращения для равномерного распределения армирующих элементов.
Интеграция с роботизированными комплексами
Современный цех немыслим без роботов. Оборудование для центробежной отливки все чаще поставляется в составе ячеек, включающих робота-заливщика, манипулятор для съема горячих отливок и станцию очистки форм. Это не только повышает безопасность труда, исключая контакт человека с раскаленным металлом, но и стабилизирует технологический процесс. Робот никогда не устанет и не нарушит временной интервал между операциями, что гарантирует стабильное качество каждой тысячи отливок.
Мы наблюдаем рост спроса на модульные системы, которые можно легко масштабировать. Вместо покупки одной гигантской линии предприятие приобретает несколько компактных агрегатов, которые можно переставлять, комбинировать и обслуживать независимо друг от друга. Это повышает гибкость производства и снижает риски простоя всего цеха из-за поломки одного узла. Ведущие игроки рынка, такие как АО «Хоума Фэнлэй», уже активно поддерживают эту тенденцию, предлагая не только стандартное литейное оборудование, но и специализированные компоненты для нефтегазовой отрасли (бурильные трубы, утяжеленные трубы) и индивидуальные инженерные решения, что позволяет создавать гибридные производственные ячейки под задачи любой сложности.
Часто задаваемые вопросы
В чем главное отличие центробежного литья от статического?
Главное отличие заключается в структуре получаемого металла. При центробежном литье центробежная сила вытесняет легкие включения (шлак, газы) к внутренней поверхности отливки, где они затем удаляются механической обработкой. Это обеспечивает высокую плотность основного тела детали, отсутствие усадочных раковин и мелкозернистую структуру, что значительно повышает механические свойства по сравнению со статическим литьем в кокиль или песчаные формы.
Какое оборудование лучше выбрать для литья чугунных труб?
Для производства чугунных труб оптимальным выбором являются горизонтальные машины центробежного литья. Они обеспечивают равномерное распределение металла по длине трубы и позволяют точно контролировать толщину стенки. Вертикальные машины для длинномерных труб не подходят из-за сложности формирования правильной внутренней полости и риска образования конусности.
Сложно ли найти запчасти для импортного оборудования в 2026 году?
Ситуация неоднородна. Для европейских брендов сроки поставки оригинальных запчастей могут достигать 3-6 месяцев из-за логистических цепочек через третьи страны. Однако многие производители уже локализовали производство ключевых узлов (электродвигатели, шкафы управления) или предлагают полные аналоги от азиатских партнеров. При покупке важно сразу уточнять наличие сервисного контракта и складской программы у поставщика в РФ.
Можно ли использовать одно оборудование для разных сплавов?
Да, большинство современных универсальных машин позволяют работать с разными сплавами (чугун, сталь, бронза, алюминий). Однако для перехода с одного материала на другой требуется перенастройка режимов (скорость вращения, температура формы) и, зачастую, замена форм или футеровки, так как разные металлы имеют разную температуру плавления и химическую активность. Универсальность достигается за счет гибкого ПО и мощных приводов.
Какой срок службы у форм для центробежного литья?
Срок службы форм зависит от материала отливки и материала самой формы. Металлические кокили для чугуна выдерживают от 500 до 2000 циклов в зависимости от качества стали и системы охлаждения. Графитовые формы, используемые для цветных металлов, служат меньше — порядка 100-300 циклов, но обеспечивают лучшее качество поверхности. Регулярное нанесение защитных покрытий и соблюдение температурных режимов существенно продлевают жизнь оснастке.
Итоги и рекомендации экспертов
Выбор оборудования для центробежного литья в 2026 году — это стратегическое решение, определяющее конкурентоспособность предприятия на годы вперед. Рынок предлагает широкий спектр решений: от доступных моделей начального уровня до высокотехнологичных роботизированных комплексов. Ключ к успеху лежит не в погоне за самой низкой ценой, а в тщательном анализе технологических требований, оценке совокупной стоимости владения и надежности поставщика.
Помните, что качественное центробежное литье оборудование — это инвестиция в стабильность качества вашей продукции. Ошибки на этапе выбора могут стоить миллионов рублей потерь на браке и простоях. Доверяйте выбор профессионалам, требуйте проведения тестовых отливок и внимательно изучайте сервисную поддержку. Только комплексный подход позволит создать эффективное, безопасное и прибыльное производство, готовое к вызовам современного рынка.
Если вы стоите перед задачей модернизации своего литейного цеха или запуска нового направления, рекомендуем начать с аудита ваших текущих возможностей и сравнения их с предложениями ведущих производителей, таких как АО «Хоума Фэнлэй». Компания, объединяющая экспертизу в производстве трубных форм, центрифуг и широкого спектра промышленных компонентов для металлургии и нефтегазовой отрасли, способна стать надежным партнером в построении вашего технологического суверенитета. Правильно подобранная техника и квалифицированное сопровождение станут фундаментом для роста вашего бизнеса в эпоху высоких технологий.