Центробежное литье труб: технология, преимущества и области применения
2025-12-02
Подробное руководство по технологии центробежное литье труб: от физических принципов и видов оборудования до практических преимуществ готовой продукции и ее использования в нефтегазовой, металлургической и коммунальной отраслях.
Физический принцип и суть технологии центробежного литья
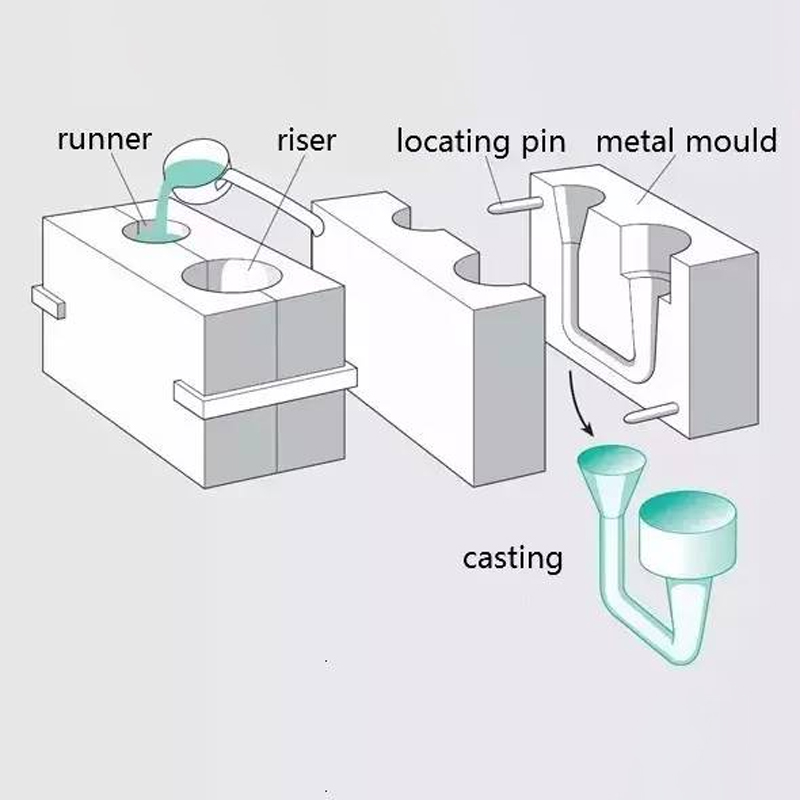
Если говорить простым языком, центробежное литье труб — это метод формирования полых отливок путем заливки расплава во вращающуюся с высокой скоростью форму. Ключевая идея в том, что центробежная сила буквально прижимает жидкий металл к стенкам формы, обеспечивая высокую плотность и однородность будущей трубы. Вращение продолжается до полного затвердевания, что позволяет получать изделия с правильной цилиндрической геометрией.
С точки зрения физики, здесь задействовано несколько сил: центробежная, гравитационная и силы трения. На практике именно регулировка скорости вращения — один из самых тонких моментов. Слишком низкая скорость приведет к «сползанию» металла и неравномерной толщине стенки, слишком высокая — к возникновению внутренних напряжений и даже трещин, особенно в хрупких сплавах. Опытные технологи подбирают этот параметр, исходя из диаметра трубы, длины и, что немаловажно, вида металла.
Интересно, что внутренняя поверхность трубы, формируемая свободной стороной расплава, получается не идеально гладкой. Это, с одной стороны, может считаться недостатком для некоторых применений, но с другой — такая поверхность часто имеет более благоприятную литую структуру, свободную от дефектов типа шлаковых включений, которые могут «всплывать» к центру вращения. Это важное замечание, которое часто упускают из виду при теоретическом сравнении методов.
Основные способы центробежного литья: горизонтальное и вертикальное
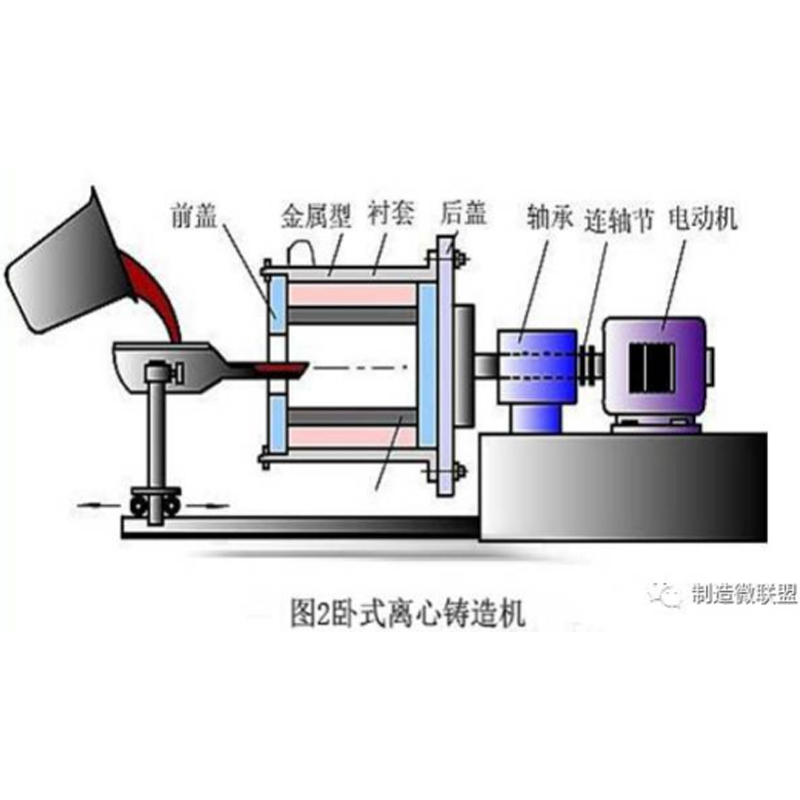
В промышленности доминируют две принципиальные схемы. Первая — горизонтальное центробежное литье. Здесь ось вращения формы расположена параллельно земле. Это классический и самый распространенный метод для производства чугунных водопроводных и канализационных труб длиной до 6 метров. Его главное преимущество — возможность изготовления длинномерных изделий с постоянным сечением. Однако равномерное распределение металла по длине требует точной синхронизации движения тележки с ковшом и скорости вращения формы.
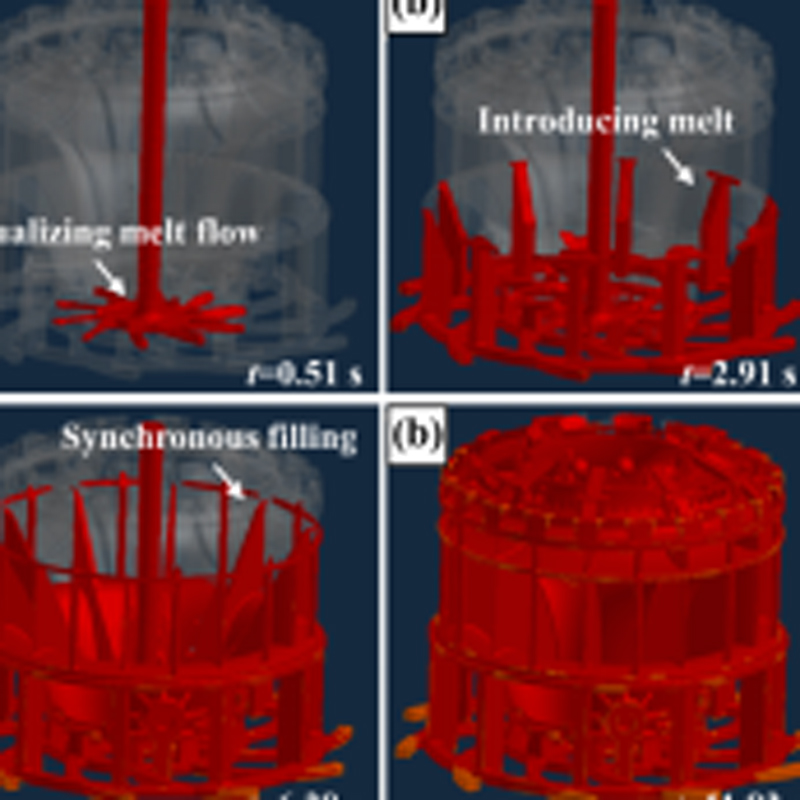
Вторая схема — вертикальное центробежное литье. Ось вращения здесь вертикальна. Этот метод чаще применяется для отливки коротких труб, втулок, колец или деталей сложной конфигурации, где длина сопоставима с диаметром или меньше его. Из-за действия гравитации по длине заготовки может наблюдаться небольшой градиент толщины стенки (нижняя часть чуть толще). В некоторых случаях, например при литье биметалльных труб, где внутренний слой — износостойкий сплав, этот метод оказывается незаменим.
Какой способ лучше? Вопрос некорректный. Выбор всегда диктуется техническим заданием. Для массового производства длинных серых чугунных труб — однозначно горизонтальный. Для изготовления шпинделей прокатных станов или корпусов насосов из высоколегированной стали — часто вертикальный. Кстати, есть еще метод центробежно-электродуговой наплавки для создания биметаллических заготовок, но это уже, скорее, гибридная технология.
Преимущества и ограничения труб центробежного литья
Главное преимущество таких труб — выдающаяся плотность и однородность металла. Поскольку расплав кристаллизуется под давлением, в структуре практически отсутствуют газовые раковины и усадочные porosity. Это напрямую сказывается на механических свойствах: прочности на разрыв, ударной вязкости и, что критически важно, сопротивлению усталости. Трубы отлично работают в условиях циклических нагрузок, например, в нефтепроводах.
Второй существенный плюс — экономия материала и возможность создания сложных структур. Можно отливать трубы с разной толщиной стенки по длине (например, утолщенные по краям для фланцев), а также создавать биметаллические изделия. Представьте трубу, где внутренний слой — это коррозионно-стойкая нержавеющая сталь, а наружный — прочная и более дешевая углеродистая сталь. Технология центробежного литья позволяет это реализовать за одну операцию, что значительно дешевле сварных или плакированных вариантов.
Однако есть и ограничения. Прежде всего, это размерный ряд. Хотя можно отливать трубы диаметром до 1.5-2 метров, для сверхбольших диаметров (магистральные газопроводы) чаще используется сварка из листового проката. Также технология предъявляет высокие требования к качеству форм (изложниц). Их внутренняя поверхность должна быть идеальной, так как любые неровности отпечатаются на трубе. Производство и обслуживание таких форм, особенно для горизонтального литья, — это отдельная сложная задача, в которой специализируются компании вроде АО Хоума Фэнлэй Изготовление Трубных Форм, поставляющих оборудование для литейных цехов.
Области применения: от водоканала до буровых установок
Самая известная область — коммунальное хозяйство. Чугунные трубы, изготовленные методом горизонтального центробежного литья, десятилетиями служат в системах водоснабжения и канализации. Их главные козыри здесь — долговечность, коррозионная стойкость чугуна и способность гасить вибрации и шум потока. Однако сейчас на этом рынке сильна конкуренция с полимерными трубами.
Гораздо более требовательная сфера — нефтегазовый сектор. Здесь применяются трубы из специальных сталей и сплавов для:
- Обсадные колонны: требуют высокой герметичности и сопротивления сжатию.
- Трубы для гидравлических систем буровых установок, работающие под экстремальным давлением.
- Элементы насосно-компрессорных труб (НКТ).
Именно здесь преимущества плотной литой структуры и возможности создания биметалла раскрываются полностью. Например, внутренний износостойкий слой значительно продлевает жизнь трубе при транспортировке абразивной песчано-жидкостной смеси.
Металлургия и тяжелое машиностроение — еще один крупный потребитель. Здесь центробежным литьем изготавливают не столько трубы в чистом виде, сколько полые валы, цилиндры, барабаны и втулки для прокатных станов, экструдеров, дробилок. Часто это уникальные детали, которые невозможно или экономически невыгодно делать другими методами. Например, вал с внутренним каналом для охлаждения.
Ключевые аспекты контроля качества и стандарты
Качество трубы, отлитой центробежным способом, начинается с контроля шихты. Химический состав загружаемого в печь металла должен быть стабилен. Даже незначительные отклонения могут привести к изменению литейных свойств и, как следствие, к дефектам в готовом изделии. Современные литейные цеха используют спектрометрический анализ для оперативного контроля каждой плавки.
Непосредственно в процессе литья критически важно контролировать три параметра: температуру расплава, скорость заливки и скорость вращения формы. Автоматизированные системы сегодня позволяют выдерживать эти параметры с высокой точностью, что минимизирует брак. Визуальный осмотр первой трубы из партии — обязательная процедура. Технолог смотрит на характер затвердевания кромок, отсутствие наплывов и равномерность поверхности.
Механические испытания готовой продукции — это святое. Обязательными являются:
- Испытания на растяжение для определения предела прочности и текучести.
- Измерение твердости (чаще по Бринеллю) по всему сечению, особенно для биметаллических труб.
- Ультразвуковой контроль (УЗК) или рентгенография для выявления скрытых внутренних дефектов — раковин, трещин, расслоений.
Продукция для ответственных объектов должна соответствовать строгим международным стандартам, таким как API для нефтегазовой отрасли, DIN (Германия) или ГОСТ. Наличие у производителя соответствующих сертификатов — не формальность, а гарантия того, что труба выдержит заявленные нагрузки. Именно на такие стандарты ориентируются серьезные поставщики комплектующих, будь то трубы или, скажем, буровые штанги и долота для геологоразведки.
Таким образом, центробежное литье труб остается высокотехнологичным и востребованным методом для производства ответственных изделий, где на первый план выходят надежность и долговечность. Его эволюция сегодня связана с автоматизацией, применением новых сплавов и компьютерным моделированием процессов затвердевания, что позволяет минимизировать риски и расширять границы применения.
Если у вас есть конкретные вопросы по применению центробежнолитых труб для вашего проекта или вы хотите обсудить технические требования к оборудованию для их производства — изучите опыт профильных машиностроительных компаний. Возможно, решение вашей задачи уже есть в их портфолио реализованных проектов для металлургии и ТЭК.