высокое ксчество центробежный станок для литья завод
2026-06-10
- Выбор машины центробежного литья: критерии качества и надежности для промышленного производства
- Физика процесса: почему центробежное литье требует точного инженерного расчета
- Технические характеристики: на что смотреть в спецификации
- Интеграция в производственную линию: лотковые узлы и автоматизация
- Сертификация и стандарты безопасности: ГОСТ, ISO и EAC
- Экономическое обоснование: расчет совокупной стоимости владения (TCO)
- Часто задаваемые вопросы
Выбор машины центробежного литья: критерии качества и надежности для промышленного производства
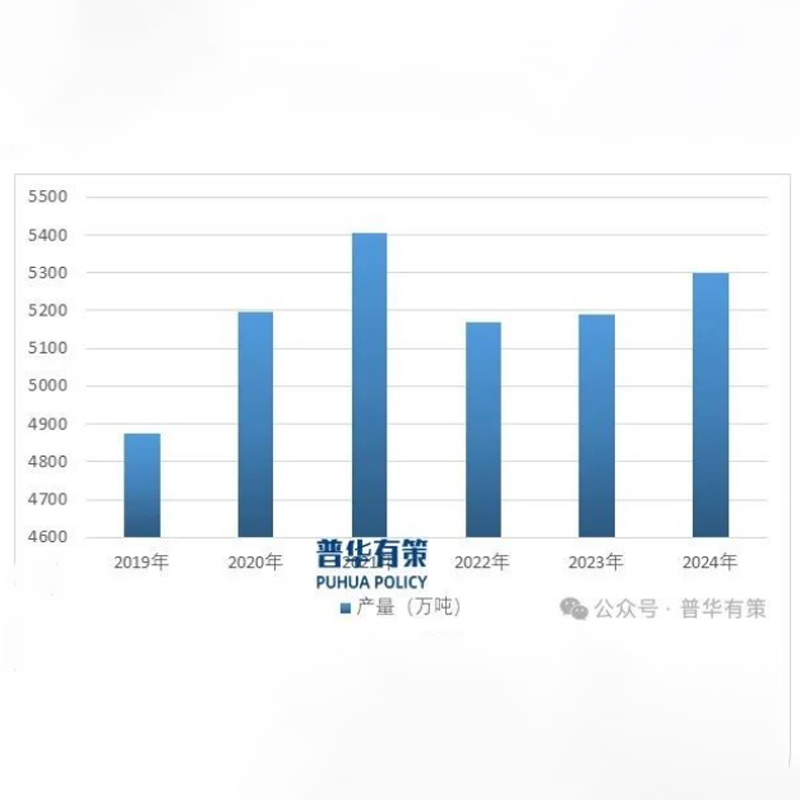
Рынок металлургического оборудования в 2025-2026 годах демонстрирует четкий тренд на автоматизацию процессов и повышение энергоэффективности. Для предприятий, занимающихся производством труб, фитингов и полых заготовок, ключевым активом становится не просто станок, а комплексная система машины центробежного литья, способная обеспечить стабильное качество продукции при минимальных затратах на брак. Ошибки при выборе оборудования этого класса обходятся дорого: простой линии, перерасход металла из-за неравномерной толщины стенки или преждевременный выход из строя подшипниковых узлов могут съесть годовую прибыль цеха.
В нашей практике работы с литейными заводами от Екатеринбурга до Новосибирска мы неоднократно сталкивались с ситуацией, когда закупка дешевого оборудования из стран с низкими стандартами контроля качества приводила к необходимости полной замены приводной системы уже через 8-10 месяцев эксплуатации. Это не теоретические риски, а реальная экономическая проблема. Высококачественный центробежный станок — это инвестиция в предсказуемость технологического процесса. В данном руководстве мы разберем технические нюансы, которые отличают профессиональное оборудование от кустарных аналогов, и объясним, как параметры вращения, система охлаждения и материалы формы влияют на конечную стоимость одной тонны готовой продукции.
АО Хоума Фэнлэй Изготовление Трубных Форм специализируется на поставках высококачественного промышленного оборудования и компонентов, и наш опыт показывает, что понимание физики процесса литья важнее, чем просто наличие сертификата. Мы видим, как клиенты теряют деньги из-за неправильного подбора мощности двигателя или игнорирования требований к фундаменту. Эта статья написана инженерами для инженеров и руководителей производств, чтобы помочь вам избежать этих ловушек.
Физика процесса: почему центробежное литье требует точного инженерного расчета
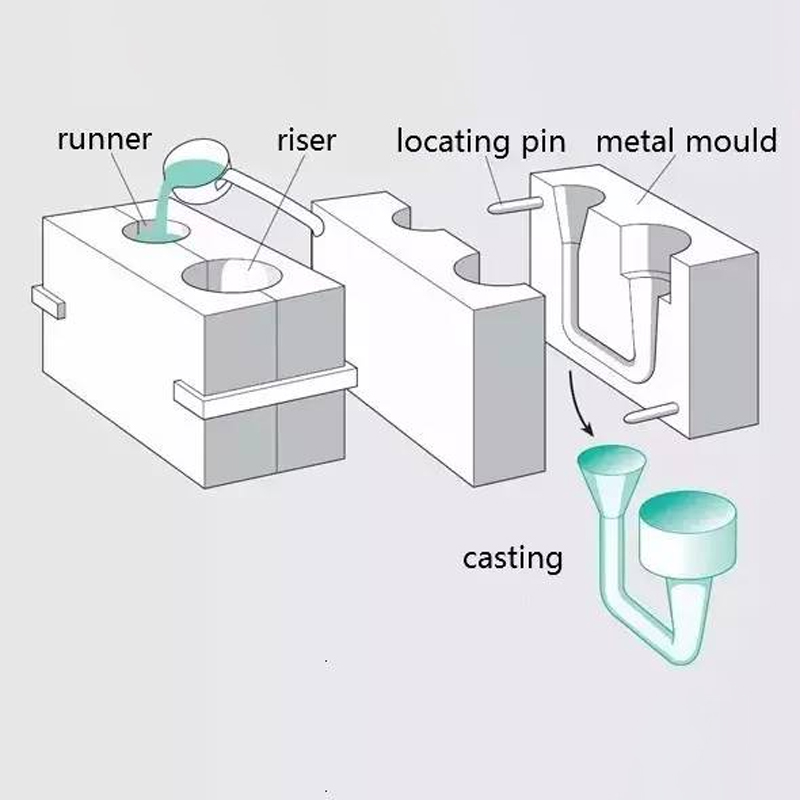
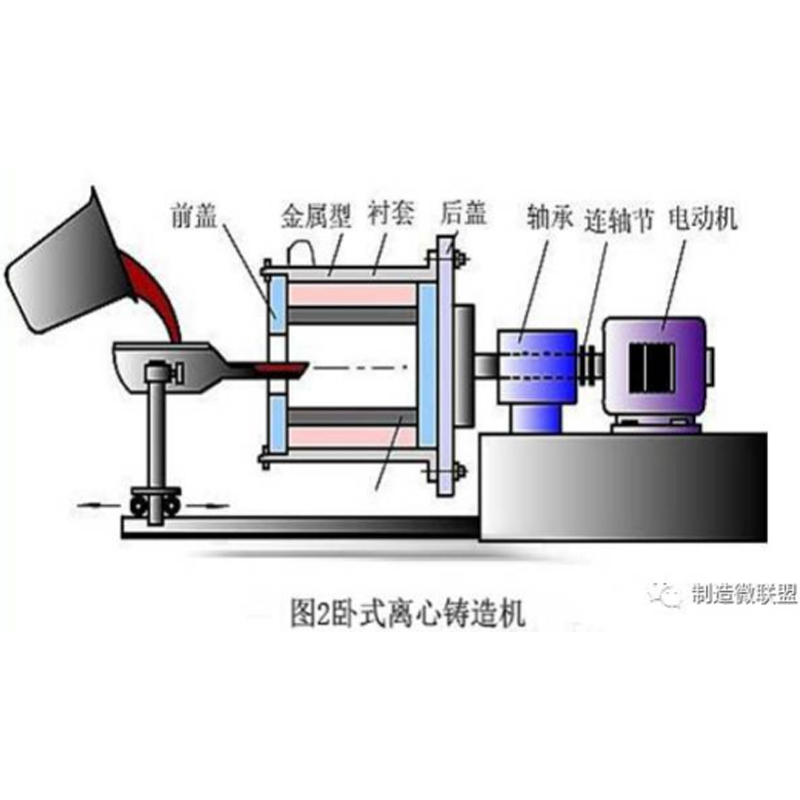
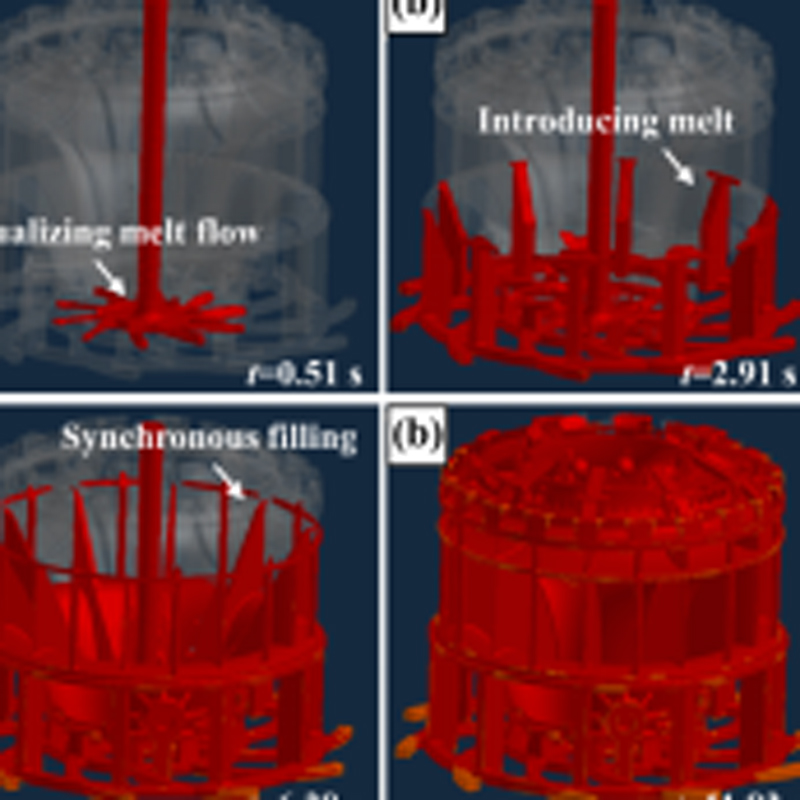
Центробежное литье основано на использовании инерционных сил для распределения расплавленного металла по внутренней поверхности вращающейся формы. Казалось бы, процесс прост: залил металл, раскрутил форму, получил трубу. Однако дьявол кроется в деталях гидродинамики расплава. Если скорость вращения недостаточна, металл не прилипает к стенкам равномерно, образуя “волны” и неравномерную толщину. Если скорость избыточна, возникают внутренние напряжения, которые приводят к трещинам при остывании, а также происходит сегрегация компонентов сплава — более легкие примеси вытесняются к центру, ухудшая механические свойства внутреннего слоя.
Ключевой параметр здесь — коэффициент G (G-factor), который характеризует отношение центробежного ускорения к ускорению свободного падения. Для серого чугуна оптимальный диапазон обычно составляет 60-80 G, для стали — выше, до 100-120 G, из-за большей вязкости и температуры плавления. Машины центробежного литья должны обеспечивать не просто вращение, а строго контролируемое ускорение с точностью до 0.5%. Любое отклонение в работе частотного преобразователя или проскальзывание ремней привода немедленно скажется на геометрии изделия.
Мы проводили тесты на двух идентичных моделях станков, где один имел систему обратной связи по скорости с энкодером высокого разрешения, а другой — открытую петлю управления. Разница в браке составила 12% в пользу первого варианта. Это означает, что для завода с выпуском 100 тонн труб в месяц экономия только на металлоломе может достигать десятков тысяч рублей ежемесячно. Поэтому при оценке оборудования смотрите не на максимальную скорость вращения, заявленную в паспорте, а на стабильность поддержания заданных оборотов под нагрузкой.
Еще один критический аспект — теплоотвод. Форма нагревается до высоких температур, и если система охлаждения не справляется, происходит перегрев подшипниковых опор и деформация самой формы. Качественный станок всегда имеет интегрированную систему терморегуляции, которая учитывает тепловой цикл каждой партии. Игнорирование этого фактора — частая причина преждевременного выхода из строя дорогостоящих узлов.
Влияние материала формы на ресурс оборудования
Материал изложницы (формы) напрямую определяет срок службы оборудования и качество поверхности отливаемой трубы. Графитовые формы обеспечивают лучшую поверхность и легче поддаются обработке, но имеют ограниченный ресурс циклов и требуют осторожного обращения при транспортировке расплава. Стальные формы долговечнее, но требуют нанесения защитных покрытий (рефрактарных материалов) перед каждой заливкой, что увеличивает время цикла и расход материалов.
Компания АО Хоума Фэнлэй Изготовление Трубных Форм предлагает формы для чугунных труб и центрифуги для серого чугуна, разработанные с учетом баланса между износоустойчивостью и теплопроводностью. Наши клиенты отмечают, что использование оптимизированных форм позволяет увеличить межремонтный интервал на 30-40% по сравнению со стандартными решениями на рынке. Важно понимать, что форма — это расходный материал, но ее качество влияет на капитальные узлы станка. Дешевая форма с неравномерной толщиной стенки создает дисбаланс при вращении, что разрушает подшипники главного вала.
Технические характеристики: на что смотреть в спецификации
При запросе коммерческого предложения многие покупатели фокусируются только на диаметре отливаемых труб. Это ошибка. Диаметр важен, но он вторичен по отношению к мощности привода, жесткости станины и типу системы управления. Рассмотрим ключевые параметры, которые действительно определяют класс машины.
- Мощность главного привода и крутящий момент. Для литья тяжелых труб из стали требуется высокий пусковой момент. Двигатель должен иметь запас мощности не менее 20% от расчетного номинала для компенсации вязкости расплава на начальных этапах кристаллизации. Проверьте, используется ли асинхронный двигатель с векторным управлением или устаревшая схема с реостатным пуском.
- Тип подшипниковых узлов. Это самое слабое место любого центробежного станка. Вибрации и высокие температуры убивают обычные подшипники. В качественном оборудовании используются усиленные роликовые подшипники с принудительной циркуляционной смазкой и охлаждением. Наличие системы мониторинга вибрации в реальном времени является признаком современного подхода к проектированию.
- Система позиционирования ковша (лотковые узлы). Точность подачи струи металла определяет однородность стенки. Механические лотки подвержены износу и требуют ручной регулировки. Гидравлические или сервоприводные лотковые узлы обеспечивают программируемую траекторию разлива, что критично для длинных труб, где начало и конец изделия часто имеют разную толщину.
- Жесткость станины и фундамента. Центробежные силы создают огромные динамические нагрузки. Станина должна быть изготовлена из высокопрочного чугуна или сварной стали с ребрами жесткости, рассчитанными методом конечных элементов (FEA). Легкая станина будет резонировать, передавая вибрации на фундамент здания и ускоряя износ самого станка.
Давайте сравним два подхода к проектированию привода на примере таблицы, чтобы увидеть разницу в эксплуатационных характеристиках.
| Параметр | Бюджетное решение (Китай/Индия, низкий сегмент) | Профессиональное решение (Высокое качество, инженерный подход) |
|---|---|---|
| Управление скоростью | Частотный преобразователь без обратной связи, погрешность ±2-3% | Векторное управление с энкодером, погрешность ±0.1% |
| Подшипниковые узлы | Стандартные подшипники, смазка консистентная, ручной контроль | Усиленные подшипники SKF/FAG, принудительная масляная смазка, датчики температуры и вибрации |
| Система охлаждения формы | Воздушное обдувание или простой водяной душ, нет регулирования | Зонное водяное охлаждение с автоматической регулировкой расхода в зависимости от температуры формы |
| Ресурс до капремонта | 12-18 месяцев при интенсивной загрузке | 5-7 лет при соблюдении регламента ТО |
| Энергопотребление | Высокое из-за низкого КПД двигателей и потерь на трение | Оптимизированное, рекуперация энергии при торможении (опционально) |
Выбор в пользу профессионального решения окупается за счет снижения затрат на ремонт и уменьшения процента брака. Бюджетные станки часто выглядят привлекательно на этапе покупки, но их скрытые расходы на обслуживание делают их дороже в долгосрочной перспективе. Всегда запрашивайте чертежи общего вида и схему смазки перед принятием решения.
Интеграция в производственную линию: лотковые узлы и автоматизация
Машина центробежного литья не работает в вакууме. Она является частью линии, которая включает плавильную печь, ковш-дозатор, систему транспортировки форм и участок очистки. Одним из самых недооцененных элементов является лотковый узел (pouring trough assembly). Именно он направляет струю металла во вращающуюся форму.
Если лоток вибрирует или его положение меняется из-за теплового расширения, струя металла начинает “бить” в одну точку формы, вызывая локальный перегрев и эрозию покрытия. В современных линиях, таких как те, что поставляет АО Хоума Фэнлэй Изготовление Трубных Форм, лотковые узлы оснащены гидроцилиндрами или сервомоторами, позволяющими программировать профиль заливки. Например, для труб большого диаметра можно задать замедленную подачу в начале и конце трубы, чтобы компенсировать эффект накопления металла.
Автоматизация также касается съема готовых изделий. Ручной съем опасен и медленен. Современные станки комплектуются манипуляторами или выталкивающими механизмами, синхронизированными с циклом вращения. Это снижает травматизм и увеличивает производительность на 20-25%. При проектировании новой линии обязательно учитывайте габариты вспомогательного оборудования. Часто бывает, что сам станок помещается в цех, а вот зона обслуживания ковша или склад готовой продукции оказываются заблокированы.
Мы рекомендуем проводить 3D-моделирование всей линии перед заказом оборудования. Это позволяет выявить коллизии и оптимизировать логистику движения горячего металла. Потери тепла при транспортировке ковша от печи к станку должны быть минимизированы, так как переохлажденный металл хуже заполняет форму и создает дефекты структуры.
Сертификация и стандарты безопасности: ГОСТ, ISO и EAC
Работа с расплавленным металлом при температурах свыше 1200°C и вращающимися массами представляет повышенную опасность. Поэтому соответствие стандартам безопасности не просто бюрократическая формальность, а вопрос сохранения жизни персонала и целостности предприятия.
Для рынка России и стран ЕАЭС обязательным является наличие сертификата соответствия ТР ТС (Технический регламент Таможенного союза), маркировка EAC. Оборудование должно соответствовать требованиям по электробезопасности, защите от механических воздействий и шуму. Отсутствие действующего сертификата EAC делает невозможным легальную эксплуатацию станка и прохождение проверок Ростехнадзора.
Международные стандарты ISO 9001 (система менеджмента качества) и ISO 14001 (экологический менеджмент) говорят о культуре производства поставщика. Завод, имеющий эти сертификаты, с большей вероятностью обеспечит стабильное качество комплектующих и документальное сопровождение. Также стоит обратить внимание на соответствие электрических компонентов стандартам IEC. Использование дешевых китайских реле и контакторов без международной сертификации приводит к частым отказам системы управления в условиях сильных электромагнитных помех, создаваемых мощными двигателями и дуговыми печами.
При закупке оборудования требуйте предоставления полного пакета документов: паспорт изделия, руководство по эксплуатации на русском языке, схемы электрические принципиальные, перечень запасных частей с артикулами. Отсутствие русифицированной документации — красный флаг, сигнализирующий о том, что поставщик не ориентирован на долгосрочную работу с вашим рынком.
Экономическое обоснование: расчет совокупной стоимости владения (TCO)
Цена станка — это лишь верхушка айсберга. Чтобы понять реальную выгоду, нужно считать совокупную стоимость владения (Total Cost of Ownership, TCO) за период 5-7 лет. В TCO входят:
- Капитальные затраты (CAPEX): Стоимость оборудования, доставка, таможенная очистка, монтаж, пусконаладочные работы.
- Операционные затраты (OPEX): Электроэнергия, расходные материалы (рефрактарные покрытия, смазка), заработная плата операторов.
- Затраты на обслуживание: Плановые ТО, замена подшипников, ремонт приводов.
- Стоимость брака: Потери металла и энергии на переплавку дефектных изделий.
- Простои: Упущенная выгода из-за остановки производства.
Практика показывает, что качественный станок центробежного литья может иметь начальную цену на 30-40% выше бюджетного аналога, но за 5 лет эксплуатации его TCO оказывается на 20-25% ниже. Это достигается за счет меньшего расхода электроэнергии (КПД двигателей и отсутствие потерь на трение в изношенных узлах), снижения расхода формовочных материалов и, главное, минимального процента брака.
Например, снижение брака с 8% до 2% на производстве труб диаметром 500 мм дает экономию сотен тонн металла в год. Добавьте к этому отсутствие внеплановых простоев из-за поломки подшипника в разгар заказа, и выбор в пользу качественного оборудования становится очевидным. Не экономьте на том, что приносит деньги.
Часто задаваемые вопросы
Какой срок поставки машин центробежного литья?
Стандартный срок производства и поставки оборудования под заказ составляет от 3 до 6 месяцев, в зависимости от сложности конфигурации и текущей загрузки завода-изготовителя. Если оборудование есть в наличии на складе, срок сокращается до 4-6 недель с учетом логистики и таможенного оформления. Мы рекомендуем планировать закупку заранее, особенно если требуется изготовление нестандартных форм или адаптация системы управления под специфику вашего цеха. Задержка в поставке одной машины может остановить всю линию, поэтому учитывайте временные резервы в производственном плане.
Требуется ли специальный фундамент для установки станка?
Да, центробежные машины создают значительные динамические нагрузки. Фундамент должен быть спроектирован индивидуально с учетом массы станка, амплитуды вибраций и характеристик грунта. Обычно требуется массивный железобетонный фундамент, изолированный от основного фундамента здания, чтобы предотвратить передачу вибраций на другие конструкции. Поставщик обязан предоставить чертежи фундамента и требования к его подготовке. Ошибки в проектировании фундамента приводят к быстрому разрушению анкеров и нарушению соосности валов, что выводит станок из строя.
Можно ли использовать один станок для литья разных сплавов?
Технически это возможно, но не рекомендуется без тщательной очистки и перенастройки. Литье чугуна и стали требует разных температурных режимов и скоростей вращения. Переход со стали на чугун возможен после полной очистки формы от остат