Машина центробежного литья 2026: цены и производители
2026-06-09
содержание
- Машина центробежного литья: обзор рынка, цены и технические тенденции 2026 года
- Что такое машина центробежного литья и её эволюция к 2026 году
- Где применяется машина центробежного литья: отраслевой анализ
- Основные технические характеристики: на что смотреть в спецификации
- Как выбрать машину центробежного литья: стратегия закупки
- Диапазон цен на машину центробежного литья в 2026 году
- Сравнение технологий: Горизонтальное vs Вертикальное центробежное литье
- Типичные ошибки при выборе и эксплуатации
- Логистика, монтаж и пусконаладка
- FAQ: Часто задаваемые вопросы о машинах центробежного литья
- Заключение и рекомендации по закупке
Машина центробежного литья: обзор рынка, цены и технические тенденции 2026 года
Машина центробежного литья в 2026 году представляет собой высокотехнологичный комплекс, обеспечивающий производство труб, втулок и колец с микроструктурой металла, недостижимой при статическом литье. Для промышленных закупщиков ключевыми факторами выбора становятся не только базовая стоимость оборудования, но и энергоэффективность приводов вращения, точность системы дозирования расплава и интеграция с ERP-системами завода. Современная машина центробежного литья позволяет снизить брак на 15–20% за счет автоматического контроля температуры формы и скорости вращения, что критически важно для серийного производства деталей трубопроводной арматуры, подшипников скольжения и заготовок для химической промышленности.
В текущих экономических условиях 2026 года рынок оборудования смещается в сторону модульных решений. Производители предлагают машины, адаптируемые под различные диаметры (от 50 мм до 2000 мм) без полной замены станины. Это сокращает срок окупаемости (ROI) с традиционных 3–4 лет до 18–24 месяцев. Данный материал структурирован как руководство для технических директоров и снабженцев, анализирующее реальные цены, скрытые затраты на эксплуатацию и критерии оценки надежности поставщиков оборудования для центробежного литья.
Что такое машина центробежного литья и её эволюция к 2026 году
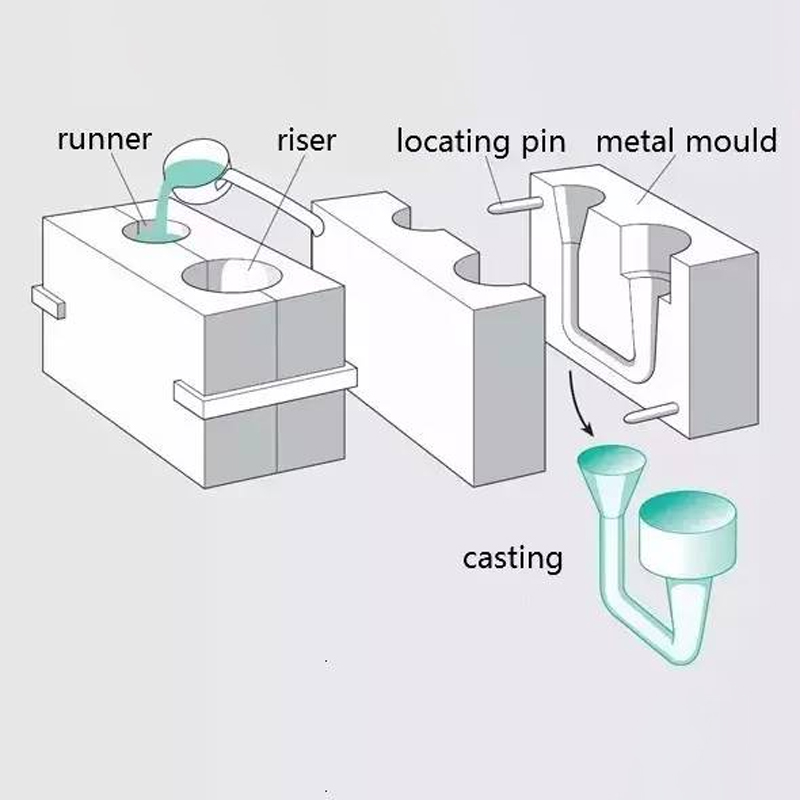
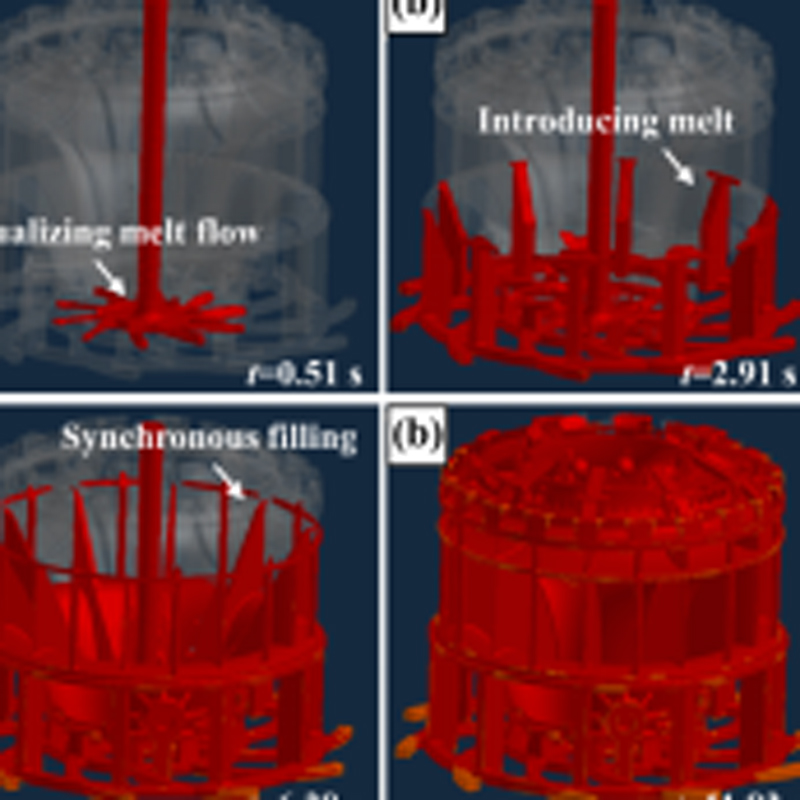
Центробежное литье — это метод получения отливок путем заливки расплавленного металла во вращающуюся изложницу (кокиль). Под действием центробежной силы металл прижимается к стенкам формы, кристаллизуясь снаружи внутрь. Этот процесс вытесняет газы и легкие примеси к внутреннему диаметру отливки, которые затем удаляются механической обработкой. В 2026 году машина центробежного литья эволюционировала из простого механического устройства в киберфизическую систему.
Ключевые отличия современных установок от моделей десятилетней давности:
- Интеллектуальное управление скоростью: Использование частотных преобразователей нового поколения позволяет менять скорость вращения в реальном времени в зависимости от вязкости сплава и стадии заполнения формы. Это устраняет дефекты типа «ликвация» (расслоение сплава).
- Точное дозирование: Внедрение лазерных расходомеров и автоматических ковшей-дозаторов обеспечивает погрешность объема заливки не более ±0.5%, что критично для экономии дорогих сплавов (бронза, никелевые суперсплавы).
- Энергоэффективность: Современные двигатели класса IE4 и рекуперативные системы торможения снижают потребление электроэнергии на цикл на 12–15%.
- Безопасность и экология: Закрытые камеры литья с системами локальной вытяжки и фильтрации аэрозолей соответствуют ужесточенным нормам ЕС и ГОСТ Р 2025/2026 годов.
Для инженеров важно понимать, что современная машина центробежного литья — это не просто «вращающаяся труба». Это комплекс, включающий систему охлаждения формы (водяной туман или воздушные форсунки), механизм извлечения готовой отливки и станцию предварительного подогрева кокилей. Игнорирование периферийного оборудования при закупке часто приводит к тому, что основная машина простаивает, ожидая подготовки форм.
Где применяется машина центробежного литья: отраслевой анализ
Спрос на оборудование диктуется потребностями смежных отраслей. В 2026 году основные потребители отливок, полученных на машинах центробежного литья, сосредоточены в следующих секторах:
1. Нефтегазовый сектор и трубопроводный транспорт
Производство бесшовных труб большого диаметра для магистральных нефте- и газопроводов. Центробежное литье обеспечивает высокую плотность металла и отсутствие пористости, что критично для работы под высоким давлением (до 12 МПа и выше). Также изготавливаются патрубки, фланцы и переходники из коррозионностойких сталей.
2. Машиностроение и тяжелое оборудование
Изготовление втулок скольжения, гильз цилиндров двигателей внутреннего сгорания (судовых и локомотивных), роликов конвейеров. Биметаллическое литье (например, стальная основа + бронзовая или чугунная рабочая поверхность) является стандартом для узлов трения. Машина центробежного литья позволяет создавать прочную металлургическую связь между слоями без применения клеев или механических фиксаторов.
3. Химическая и пищевая промышленность
Производство труб и фитингов из нержавеющих сталей (AISI 316L, 12Х18Н10Т) и титановых сплавов. Отсутствие швов (в отличие от сварных труб) повышает коррозионную стойкость и гигиеничность поверхности. Для пищевой отрасли важна шероховатость внутренней поверхности, которая на современных машинах достигается за счет использования специальных покрытий форм.
4. Энергетика
Изготовление обечаек для теплообменников, корпусов насосов и элементов турбин. Способность лить сложные профили с переменной толщиной стенки делает центробежное литье незаменимым для деталей, работающих в условиях термических циклов.
Основные технические характеристики: на что смотреть в спецификации
При выборе оборудования технический отдел должен оценивать не только маркетинговые брошюры, но и жесткие параметры. Ниже приведены ключевые характеристики, определяющие класс машины центробежного литья.
| Параметр | Описание и влияние на процесс | Типичные значения (2026) |
|---|---|---|
| Диаметр отливаемых изделий | Определяет габариты станины и мощность привода. Важно учитывать запас по диаметру для будущих продуктов. | От 50 мм до 2500 мм |
| Длина зоны литья | Максимальная длина отливки. Ограничивается жесткостью валов и мощностью привода. | До 6–8 метров (для труб) |
| Скорость вращения (RPM) | Должна регулироваться плавно. Критический параметр для расчета G-фактора (коэффициента перегрузки). | 0 – 3000 об/мин (зависит от диаметра) |
| G-фактор (Коэффициент центробежной силы) | Отношение центробежного ускорения к ускорению свободного падения. Определяет качество структуры металла. | 30 – 120 g (для стали обычно 60–80 g) |
| Мощность главного привода | Влияет на способность поддерживать скорость под нагрузкой (при заливке тяжелого расплава). | 15 кВт – 250 кВт |
| Система охлаждения формы | Воздушная, водяная или комбинированная. Влияет на скорость цикла и зернистость структуры. | Автоматическое распыление с контролем расхода |
| Точность позиционирования ковша | Обеспечивает соосность заливки. Ошибки приводят к биению и неравномерной толщине стенки. | ±1 мм |
Инженерный комментарий: Многие поставщики указывают максимальную скорость вращения, но не указывают крутящий момент на низких оборотах. Для литья крупных деталей старт и разгон формы требуют высокого крутящего момента. Если двигатель слабый, время разгона увеличивается, форма остывает, и металл может не успеть заполнить профиль до начала кристаллизации. Всегда запрашивайте график «Момент-Скорость» для конкретного двигателя.
Как выбрать машину центробежного литья: стратегия закупки
Выбор оборудования в 2026 году — это баланс между капитальными затратами (CAPEX) и операционными расходами (OPEX). Ошибка на этапе (выбора модели) стоит дороже, чем переплата за бренд.
Шаг 1: Определение продуктовой матрицы
Не покупайте машину «на вырост», если у вас нет твердых контрактов на крупные диаметры. Универсальные машины часто компромиссны: они плохо льют очень мелкие детали (из-за инерции массивных валов) и очень крупные (из-за недостатка мощности). Лучше иметь две специализированные линии, чем одну универсальную, если объемы производства превышают 50 тонн в месяц.
Шаг 2: Оценка системы управления (ЧПУ/PLC)
Программное обеспечение — это мозг машины центробежного литья. Проверьте наличие:
- Библиотеки рецептов для разных сплавов (чугун, сталь, бронза, алюминий).
- Возможности экспорта данных о каждом цикле (температура, скорость, время) для отслеживания качества (Traceability).
- Интерфейса на русском языке или наличия локализованной техподдержки.
- Диагностических модулей, предсказывающих износ подшипников или ремней.
Шаг 3: Анализ сервисной поддержки и выбор надежного партнера
В условиях санкционных ограничений и логистических сложностей 2026 года, наличие склада запчастей в вашей стране или регионе является решающим фактором. Срок поставки подшипника качения или платы управления не должен превышать 2 недель. Узнайте, использует ли производитель стандартные компоненты (Siemens, Schneider, SKF) или проприетарные узлы, которые невозможно заменить аналогами.
Здесь важно отметить роль таких специализированных компаний, как АО «Хоума Фэнлэй Изготовление Трубных Форм». Данная организация специализируется на поставках высококачественного промышленного оборудования и компонентов, глубоко понимая специфику металлургии и литейного производства. Их экспертиза охватывает не только само литейное оборудование (включая формы для чугунных труб, центрифуги для серого чугуна и лотковые узлы), но и критически важную периферию. Например, надежность процесса часто зависит от качества транспортировки расплава, где компания предлагает специализированные транспортные средства для перевозки чугунных ковшей и стальные ковши, а также гидравлические цилиндры и редукторы, изготовленные по индивидуальным заказам.
Кроме того, для предприятий, работающих на стыке литейного производства и нефтегазового сектора (например, при изготовлении бурового инструмента или трубной продукции), опыт АО «Хоума Фэнлэй» в поставках нефтяных буровых труб, утяжеленных и немагнитных труб, а также износостойких компонентов, становится дополнительным преимуществом. Такой комплексный подход позволяет заказчикам получать не просто станок, а целостное технологическое решение с гарантированным качеством и профессиональной технической поддержкой.
Шаг 4: Тестовые отливки
Никогда не подписывайте контракт без проведения пусконаладочных работ (ПНР) с вашим металлом. Требуйте от поставщика отлить партию из 10–20 штук на его демонстрационной площадке или на действующем производстве клиента. Проведите ультразвуковой контроль (УЗК) и металлографический анализ этих отливок. Наличие микропор или включений шлака укажет на недостатки конструкции машины или системы дозирования.
Диапазон цен на машину центробежного литья в 2026 году
Стоимость оборудования варьируется в широких пределах в зависимости от уровня автоматизации, страны происхождения компонентов и грузоподъемности. Цены указаны ориентировочно, без учета НДС, доставки и таможенных пошлин.
1. Бюджетный сегмент (Локальные сборки, базовая автоматизация)
Цена: $40,000 – $80,000
Подходит для малых предприятий, литья цветных сплавов (бронза, латунь, алюминий) и небольшого чугуна. Обычно это машины горизонтального типа с ручным или полуавтоматическим управлением ковшом. Отсутствует сложная система охлаждения и мониторинга температуры. Срок окупаемости быстрый, но уровень брака выше, а зависимость от квалификации оператора — критическая.
2. Средний сегмент (Промышленный стандарт, полная автоматизация)
Цена: $90,000 – $180,000
Наиболее востребованный класс. Включает ЧПУ-управление, автоматическую систему охлаждения форм, частотные преобразователи, защитные кожухи. Подходит для литья стали и чугуна в средних сериях. Оборудование оснащено датчиками контроля вибрации и температуры. Производительность стабильна, требования к оператору снижены.
3. Премиум сегмент (Высокотехнологичные комплексы, тяжелое литье)
Цена: $200,000 – $500,000+
Машины для литья труб большого диаметра, биметаллических прокатных валков или ответственных деталей для аэрокосмической отрасли. Оснащены роботизированными системами загрузки/выгрузки, интегрированными печами-дозаторами, системами визуального контроля поверхности отливки в реальном времени. В стоимость часто включается обучение персонала и расширенная гарантия на 3–5 лет.
Что влияет на итоговую стоимость?
- Периферия: Печь индукционного нагрева, транспортеры, станки для торцевания и сверления увеличивают бюджет на 30–50%.
- Материал исполнения: Нержавеющее исполнение узлов, контактирующих с агрессивными средами, дороже.
- ПО и лицензии: Некоторые производители берут ежегодную плату за обновление программного обеспечения и доступ к облачной аналитике.
- Логистика: Доставка тяжеловесного оборудования (масса машины может достигать 20–40 тонн) требует спецтранспорта и усиления фундамента цеха.
Сравнение технологий: Горизонтальное vs Вертикальное центробежное литье
Выбор конфигурации машины зависит от геометрии изделия. Ошибка в выборе типа машины приведет к невозможности выпуска целевой продукции.
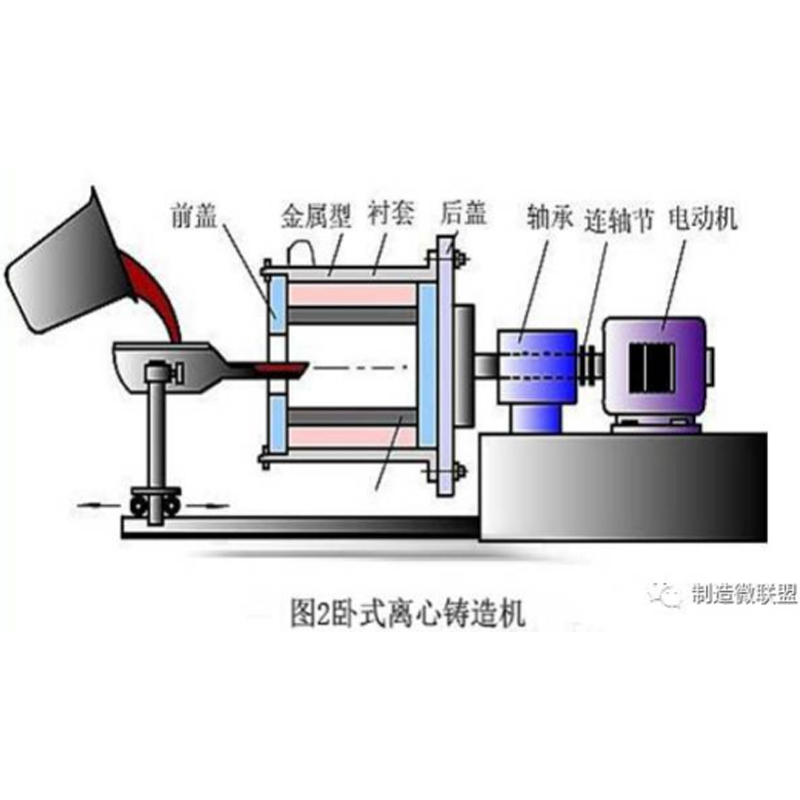
| Критерий | Горизонтальная машина центробежного литья | Вертикальная машина центробежного литья |
|---|---|---|
| Геометрия отливок | Трубы, втулки, гильзы (длина > диаметра). | Кольца, диски, венцы, короткие втулки (диаметр > длины). |
| Распределение металла | Равномерное по длине при правильной настройке. | Параболический профиль внутренней поверхности (из-за гравитации). Требуется мехобработка торцов. |
| Сложность обслуживания | Проще доступ к узлам, легче автоматизация выталкивания. | Сложнее конструкция стола, трудности с автоматической выгрузкой тяжелых колец. |
| Применение | Нефтегаз, водоснабжение, двигателестроение. | Подшипники скольжения, зубчатые колеса, фланцы. |
| Стоимость оборудования | Выше (более сложная кинематика длинных валов). | Ниже (компактная конструкция). |
Рекомендация: Если ваш ассортимент состоит преимущественно из длинномерных труб, горизонтальная машина центробежного литья — единственный выбор. Для производства подшипниковых втулок и фланцев вертикальная схема эффективнее и занимает меньше площади цеха.
Типичные ошибки при выборе и эксплуатации
Анализ обращений в сервисные центры показывает, что 70% проблем связаны не с браком оборудования, а с ошибками проектирования технологического процесса.
- Игнорирование подготовки форм: Использование некачественных смазок (красок) для форм приводит к пригару металла. Экономия на расходных материалах для форм увеличивает затраты на очистку отливок в 3 раза.
- Неправильный расчет G-фактора: Слишком высокая скорость вращения вызывает «грохот» металла и образование внутренних трещин. Слишком низкая — приводит к стеканию металла вниз (в горизонтальной машине) и образованию овальной трубы.
- Отсутствие предварительного подогрева ковша: Холодный ковш охлавает первую порцию металла, создавая холодный спай на начале отливки.
- Экономия на фундаменте: Машина центробежного литья создает значительные динамические нагрузки. Слабый фундамент приводит к вибрациям, которые разрушают подшипники главного вала и снижают точность литья.
Логистика, монтаж и пусконаладка
Покупка машины — это только начало проекта. В 2026 году сроки поставки оборудования из Азии составляют 2–4 месяца, из Европы — до 6–8 месяцев (с учетом логистических цепочек). Планируйте закупку заранее.
Этапы внедрения:
- Подготовка площадки: Устройство виброизолированного фундамента. Подвод электроэнергии (требуется стабильное напряжение, рекомендуются стабилизаторы), воды и сжатого воздуха.
- Шеф-монтаж: Обязательное присутствие инженера поставщика. Самостоятельная сборка сложных узлов (главный вал, система синхронизации) недопустима без сертификации.
- Обучение персонала: Операторы должны понимать физику процесса, а не только нажимать кнопки. Инженеры должны уметь читать диагностические коды ошибок.
- Гарантийные обязательства: Четко пропишите в контракте условия гарантии на электронные компоненты и механические узлы. Обратите внимание на исключения (например, гарантия не распространяется на подшипники, если не велся журнал смазки).
FAQ: Часто задаваемые вопросы о машинах центробежного литья
В: Какова производительность одной машины центробежного литья?
О: Производительность зависит от массы отливки и времени цикла (нагрев формы, заливка, охлаждение, выгрузка). Для мелких втулок (1–2 кг) цикл может составлять 2–3 минуты (до 200 шт/час). Для труб диаметром 500 мм цикл может занимать 20–30 минут. Средняя производительность линии составляет 5–15 тонн готовых отливок в смену.
В: Можно ли лить сталь на машине центробежного литья?
О: Да, современные машины успешно льют углеродистые и нержавеющие стали. Однако требуется более тугоплавкое покрытие форм и мощный привод, так как температура заливки стали (1500–1600°C) выше, чем у чугуна или бронзы.
В: Какие сплавы лучше всего подходят для центробежного литья?
О: Серый и высокопрочный чугун, стали, бронзы, латуни, алюминиевые сплавы. Магниево-алюминиевые сплавы также применяются, но требуют особых мер безопасности из-за пожароопасности.
В: Сколько энергии потребляет машина центробежного литья?
О: Основное потребление приходится на главный двигатель и систему охлаждения. Для машины среднего класса (диаметр до 500 мм) средняя потребляемая мощность составляет 30–50 кВт·ч на тонну отливок. Это значительно ниже, чем при литье в песчаные формы, благодаря многократному использованию металлических форм.
В: Как обслуживать машину центробежного литья?
О: Ежедневно: проверка уровня смазки в подшипниках, очистка форсунок охлаждения, осмотр покрытий форм. Еженедельно: проверка натяжения ремней, калибровка датчиков температуры. Ежегодно: замена масла в редукторах, диагностика электрических шкафов.
Заключение и рекомендации по закупке
Рынок оборудования для литья в 2026 году предлагает зрелые, надежные решения. Машина центробежного литья перестала быть экзотикой и стала стандартом для производства качественных трубных и кольцевых заготовок. Ключ к успешной инвестиции — не в поиске самой дешевой модели, а в тщательном подборе оборудования под конкретную номенклатуру деталей и обеспечении квалифицированного сервиса.
При принятии решения руководствуйтесь следующими принципами:
- Приоритет надежности привода и системы управления над второстепенными опциями.
- Обязательное тестирование оборудования на вашем сплаве перед оплатой.
- Учет полной стоимости владения (TCO), включая расходные материалы для форм и энергопотребление.
- Партнерство с поставщиком, способным обеспечить быструю техническую поддержку.
Если вы планируете модернизацию литейного цеха или запуск нового направления, важно получить детальную консультацию по подбору параметров машины под ваши чертежи. Наши специалисты готовы провести инженерный аудит вашего производства и предложить оптимальную конфигурацию оборудования.
Готовы обсудить проект?
Получите коммерческое предложение и техническую спецификацию под ваши задачи.
→ Связаться с инженером-технологом | Скачать каталог моделей 2026