Формы машины центробежного литья: полное руководство 2026
2026-04-22
содержание
- Что такое формы для машин центробежного литья и почему они важны в 2026 году?
- Классификация форм для центробежного литья: основные типы
- Материалы для изготовления форм: сравнительный анализ
- Конструктивные особенности и проектирование форм
- Технологический процесс работы с формами
- Дефекты, связанные с формами, и методы их устранения
- Сравнение: Горизонтальные vs Вертикальные машины и влияние на форму
- Тренды 2026 года: Инновации в производстве форм
- Как выбрать поставщика форм: руководство для закупщиков
- Часто задаваемые вопросы (FAQ)
- Заключение
Формы машины центробежного литья — это критически важный элемент производственного цикла, определяющий геометрию, качество поверхности и механические свойства получаемых металлических изделий. В 2026 году выбор правильной оснастки становится ключевым фактором конкурентоспособности предприятий, работающих в сфере трубного проката, втулок и полых цилиндров. Данное руководство подробно разбирает типы форм, материалы, технологии их изготовления и современные тренды, помогая инженерам и закупщикам принять обоснованное решение для оптимизации производства.
Что такое формы для машин центробежного литья и почему они важны в 2026 году?
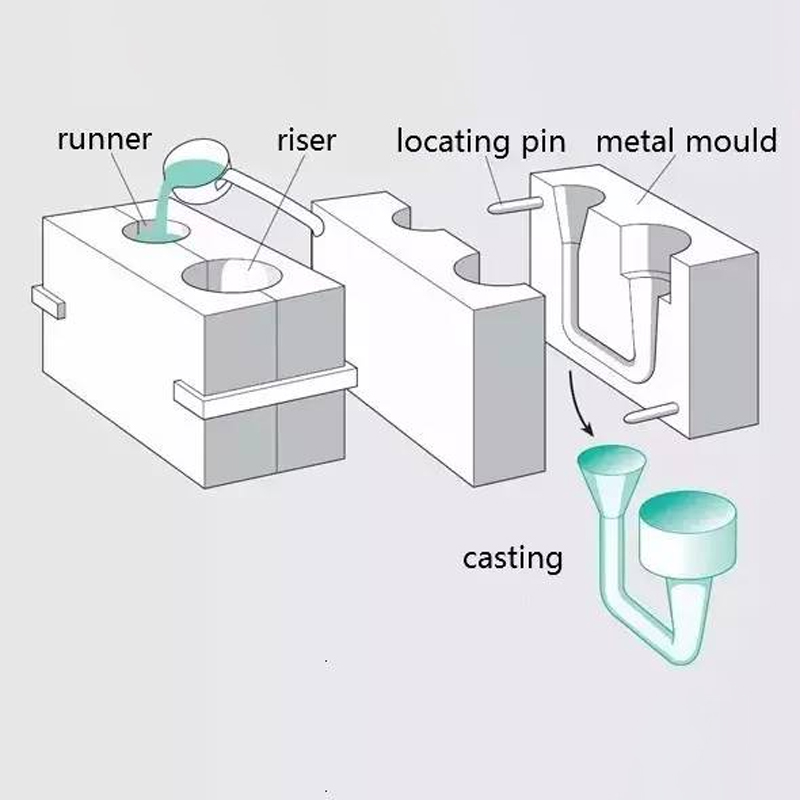
Центробежное литье — это метод получения отливок путем заливки расплавленного металла во вращающуюся форму. Под действием центробежной силы металл прижимается к стенкам формы, где он кристаллизуется, образуя плотную структуру без внутренних раковин и газовых пузырей. Форма в этом процессе выступает не просто как контейнер, а как активный инструмент теплоотвода и формирования микроструктуры металла.
В условиях рынка 2026 года требования к качеству литых деталей возросли. Автомобилестроение, аэрокосмическая отрасль и энергетика требуют деталей с высокой точностью размеров и улучшенными механическими характеристиками. Именно поэтому анализ форм машин центробежного литья выходит на первый план. Неправильно выбранная форма может привести к браку до 30% продукции, тогда как оптимизированная оснастка снижает энергозатраты и увеличивает срок службы оборудования.
Ключевые преимущества использования современных форм включают:
- Высокую плотность металла за счет направленной кристаллизации.
- Отсутствие необходимости в стержнях для формирования внутренних полостей.
- Возможность получения биметаллических изделий (например, стальная втулка с бронзовым покрытием).
- Экономия материала благодаря отсутствию литниковой системы в традиционном понимании.
Классификация форм для центробежного литья: основные типы
Понимание типов форм является фундаментом для правильного технологического процесса. В зависимости от конструкции и способа эксплуатации, формы машины центробежного литья делятся на несколько основных категорий. Выбор между ними зависит от тиража партии, типа сплава и требуемой точности.
1. Постоянные металлические формы (Кокили)
Это наиболее распространенный тип оснастки для серийного производства. Изготавливаются из жаропрочных сталей или чугуна. Их главное преимущество — долговечность и высокая теплопроводность, что обеспечивает быстрое охлаждение отливки и мелкозернистую структуру металла.
Металлические формы подразделяются на:
- Цельные цилиндрические формы: Используются для простых труб и втулок. Легки в изготовлении, но требуют механизированной выталкивания отливки.
- Разъемные формы: Состоят из двух или более частей. Позволяют получать детали сложного профиля, но требуют тщательной фиксации для предотвращения разрыва под действием центробежной силы.
- С водяным охлаждением: Современные формы 2026 года часто оснащаются каналами для циркуляции воды или масла, что позволяет точно контролировать скорость кристаллизации и снижать термические напряжения в самой форме.
2. Одноразовые песчаные формы
Применяются для крупногабаритных отливок или малых серий, где изготовление металлической кокили экономически нецелесообразно. Песчаные формы формируются вокруг вращающегося барабана или непосредственно на стенках машины.
Особенности песчаных форм:
- Низкая стоимость оснастки.
- Возможность литья сложных профилей за счет использования стержней.
- Более низкая теплопроводность по сравнению с металлом, что приводит к крупнозернистой структуре отливки.
- Необходимость подготовки новой формы для каждой заливки, что увеличивает цикл производства.
3. Графитовые формы
Графит занимает нишу между металлическими и песчаными формами. Он обладает высокой теплопроводностью (ближе к металлу) и хорошей обрабатываемостью (ближе к песку). Графитовые формы популярны для литья цветных сплавов (медь, алюминий, бронза), так как они не вызывают химического взаимодействия с расплавом и легко отделяются от отливки.
4. Комбинированные и керамические формы
Для высокоточного литья тугоплавких сплавов используются керамические оболочки, наносимые на металлическую основу. В 2026 году наблюдается рост интереса к гибридным формам, где внутренняя поверхность имеет керамическое покрытие для повышения жаростойкости, а внешний корпус выполнен из стали для прочности.
Материалы для изготовления форм: сравнительный анализ
Выбор материала для формы машины центробежного литья определяет её ресурс и качество продукции. Инженеры должны учитывать термическую усталость, эрозионную стойкость и коэффициент теплового расширения.
| Материал формы | Теплопроводность | Стойкость к термоудару | Стоимость изготовления | Типичное применение |
|---|---|---|---|---|
| Серый чугун | Средняя | Высокая | Низкая | Чугунные трубы, канализационные фитинги |
| Легированная сталь (H13, 4Cr5MoSiV1) | Средняя | Средняя | Высокая | Стальные втулки, гильзы цилиндров ДВС |
| Графит | Высокая | Очень высокая | Средняя | Бронзовые подшипники, алюминиевые заготовки |
| Жаропрочные сплавы (Inconel) | Низкая | Высокая | Очень высокая | Суперсплавы для аэрокосмической отрасли |
| Песчано-глинистая смесь | Низкая | Н/Д (одноразовая) | Очень низкая | Крупные единичные отливки |
Чугунные формы остаются стандартом для массового производства труб. Они дешевы и хорошо сопротивляются деформации. Однако их главный недостаток — ограниченный ресурс при литье стали из-за разницы в температурах плавления.
Стальные формы, особенно из инструментальных сталей типа H13, являются выбором для ответственных деталей. Они выдерживают многократные циклы нагрева и охлаждения, но требуют обязательного нанесения защитных покрытий для предотвращения приваривания стали отливки к стенкам формы.
Графит идеален для цветного литья. Его пористая структура требует специальной пропитки, но он обеспечивает отличную поверхность отливки и легкое извлечение. В 2026 году использование изостатического графита высокой плотности стало трендом для прецизионного литья.
Конструктивные особенности и проектирование форм
Проектирование формы для центробежного литья отличается от литья в кокиль или песчаные формы. Здесь доминируют силы инерции, которые могут достигать сотен g. Конструкция должна гарантировать безопасность и стабильность процесса.
Геометрия и соотношение размеров
Ключевым параметром является соотношение внутреннего диаметра формы к её длине. Слишком длинные формы подвержены прогибу при вращении, что приводит к биению и неравномерной толщине стенки отливки. Для длинных труб используют поддерживающие ролики или сегментные конструкции.
Толщина стенки самой формы рассчитывается исходя из условия прочности. Она должна выдерживать давление расплавленного металла и собственные центробежные силы. Обычно толщина стенки металлической формы составляет 10–15% от её внутреннего диаметра, но не менее 20–30 мм для обеспечения теплоотвода.
Система охлаждения
В современных машинах центробежного литья эффективность охлаждения формы напрямую влияет на производительность. Перегрев формы приводит к:
- Ускоренному износу и образованию трещин (термоусталость).
- Прилипанию отливки к стенкам.
- Изменению структуры металла (перегрев расплава от горячей формы).
Активное охлаждение реализуется через внешнее орошение водой или внутреннее канальное охлаждение. В 2026 году все чаще применяются системы с интеллектуальным управлением потоком охлаждающей жидкости, которые адаптируются к температуре формы в реальном времени.
Покрытия и смазка (Facing)
Ни одна металлическая форма не работает без защитного покрытия. Покрытие выполняет три функции:
- Термоизоляция: Защищает металл формы от прямого контакта с раскаленным расплавом.
- Газопроницаемость: Позволяет газам, выделяющимся из расплава, выходить наружу, предотвращая образование газовых раковин на поверхности отливки.
- Антиадгезия: Облегчает извлечение готовой детали.
Традиционно используются покрытия на основе глины, циркона или оксида алюминия. Новым словом в индустрии стали наноструктурированные керамические покрытия, наносимые методом плазменного напыления. Они служат дольше и обеспечивают более гладкую поверхность отливки, снижая затраты на последующую механическую обработку.
Технологический процесс работы с формами
Эксплуатация форм машины центробежного литья требует строгого соблюдения технологической дисциплины. Ошибки на этапе подготовки оснастки являются причиной большинства дефектов.
Шаг 1: Подготовка и очистка
Перед каждой заливкой форма должна быть тщательно очищена от остатков предыдущего покрытия и шлака. Используется механическая очистка (дробеструйная обработка) или химическая мойка. Поверхность проверяется на наличие трещин и эрозии.
Шаг 2: Нанесение покрытия
Нагретая до определенной температуры (обычно 150–250°C) форма покрывается слоем футеровки. Толщина слоя критична: слишком тонкий слой не защитит форму, слишком толстый может отслоиться и попасть в отливку. В автоматизированных линиях 2026 года этот процесс роботизирован для обеспечения равномерности.
Шаг 3:预热 (Предварительный нагрев)
Холодная форма не может принимать расплав. Резкий температурный удар вызовет термошок и разрушение покрытия. Форма нагревается в печи или газовыми горелками до рабочей температуры (для чугуна 200–300°C, для стали 300–400°C).
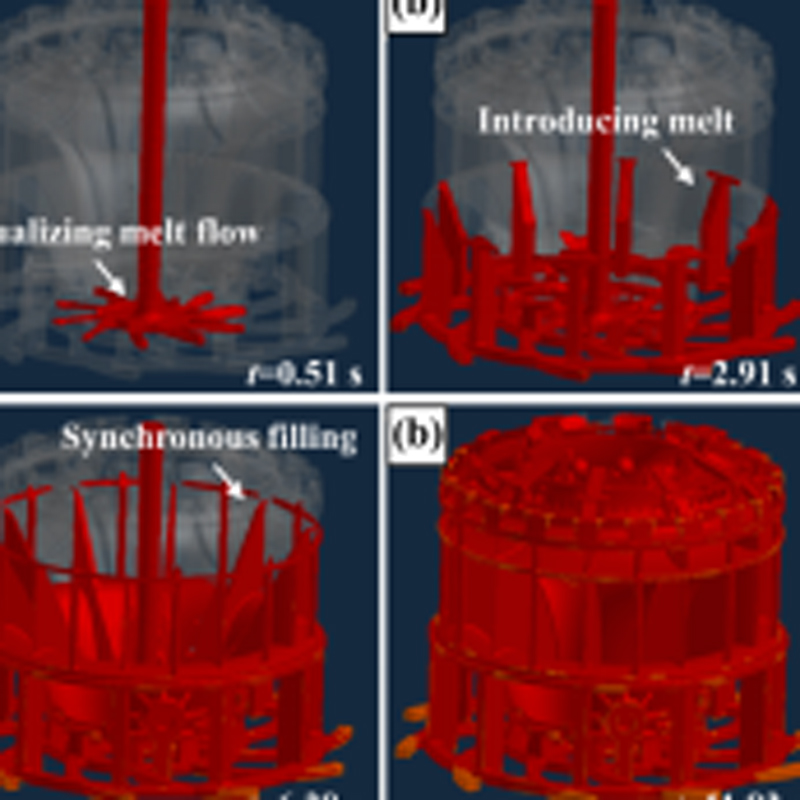
Шаг 4: Заливка и вращение
Форма устанавливается в машину и разгоняется до рабочей скорости. Скорость вращения рассчитывается индивидуально для каждого диаметра и веса отливки. Недостаточная скорость приведет к “проскальзыванию” металла и неровной внутренней поверхности (“дождь”). Избыточная скорость создаст чрезмерные напряжения в форме и отливке.
Шаг 5: Охлаждение и извлечение
После кристаллизации вращение прекращается или замедляется. Форма охлаждается (часто принудительно) до температуры, при которой отливка свободно выпадает или извлекается манипулятором. Важно не переохлаждать форму слишком быстро, чтобы избежать коробления.
Дефекты, связанные с формами, и методы их устранения
Даже идеально настроенная машина не гарантирует качества, если форма центробежного литья имеет дефекты. Рассмотрим основные проблемы и их решения.
1. Прилипание отливки (Soldering)
Причина: Разрушение защитного покрытия, перегрев формы, неправильный состав сплава формы.
Решение: Увеличение толщины покрытия, снижение температуры формы перед заливкой, использование более стойких материалов (например, переход с чугуна на сталь с покрытием).
2. Трещины на поверхности отливки
Причина: Неравномерное охлаждение формы, наличие трещин на внутренней поверхности самой формы, слишком быстрое извлечение горячей отливки.
Решение: Контроль геометрии формы, оптимизация системы охлаждения, соблюдение временных интервалов выдержки.
3. Газовые раковины и поры
Причина: Низкая газопроницаемость покрытия, влага в форме, загрязнение поверхности.
Решение: Качественная сушка формы перед заливкой, использование покрытий с высокой проницаемостью, улучшение вентиляции.
4. Эллиптичность отливки
Причина: Деформация формы под действием центробежных сил, износ подшипников машины, неуравновешенность формы.
Решение: Увеличение жесткости конструкции формы, балансировка оснастки, техническое обслуживание машины.
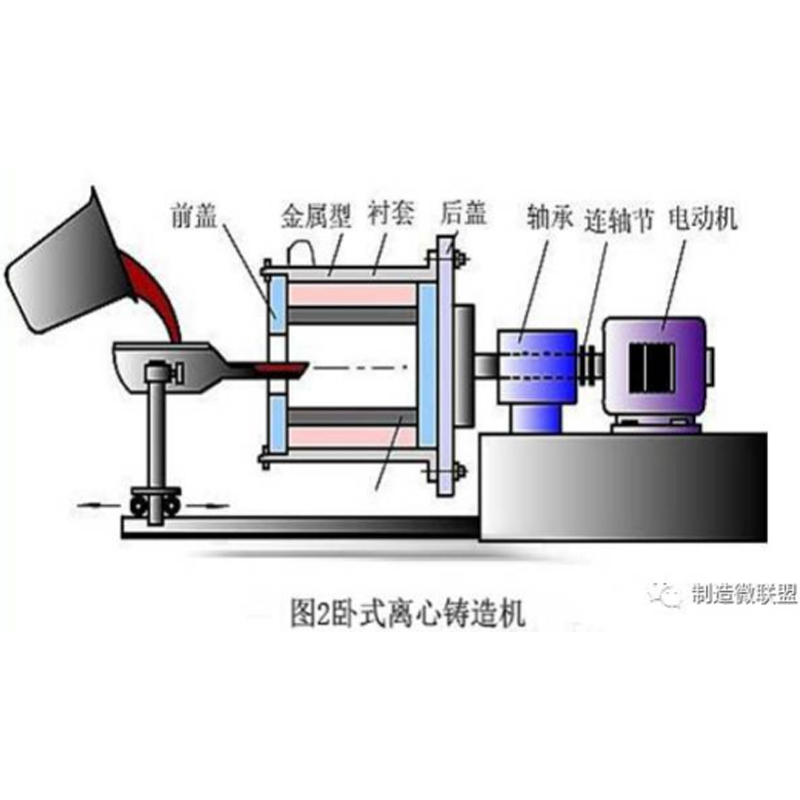
Сравнение: Горизонтальные vs Вертикальные машины и влияние на форму
Конструкция формы сильно зависит от типа машины центробежного литья. Понимание этой связи необходимо для правильного проектирования.
| Параметр | Горизонтальная машина | Вертикальная машина |
|---|---|---|
| Типичные изделия | Длинные трубы, гильзы, заготовки валов | Кольца, венцы шестерен, короткие втулки |
| Форма гравитации | Гравитация действует перпендикулярно оси вращения | Гравитация действует вдоль оси вращения |
| Толщина стенки отливки | Одинаковая по всей длине (при правильной настройке) | Параболический профиль (толще внизу, тоньше вверху) |
| Конструкция формы | Цилиндрическая, часто с опорными роликами | Кольцевая, часто без дна или с простым днищем |
| Сложность извлечения | Требуется выталкиватель или съемник | Отливка часто выпадает под собственным весом |
Для горизонтальных машин форма испытывает постоянную одностороннюю нагрузку от веса металла (если скорость вращения недостаточна), поэтому важна высокая жесткость. Для вертикальных машин форма проще конструктивно, но требует точного расчета объема металла для получения нужного внутреннего диаметра, так как свободная поверхность металла принимает форму параболоида.
Тренды 2026 года: Инновации в производстве форм
Индустрия центробежного литья не стоит на месте. В 2026 году можно выделить несколько ключевых направлений развития технологий изготовления и использования форм.
Аддитивные технологии (3D-печать) для прототипирования
Хотя печатать рабочие металлические формы для центробежного литья пока дорого и сложно из-за требований к плотности, 3D-печать активно используется для создания песчаных форм и стержней сложной геометрии. Это позволяет быстро тестировать новые дизайны деталей без изготовления дорогостоящих металлических мастер-моделей.
Умные формы с датчиками (IoT)
Интеграция термопар и датчиков давления непосредственно в тело формы или под слой покрытия становится стандартом для премиального сегмента. Это позволяет в режиме реального времени мониторить тепловой цикл и предсказывать остаточный ресурс формы. Данные передаются в систему управления машины, которая автоматически корректирует параметры охлаждения и скорость вращения.
Новые композитные покрытия
Разработка самовосстанавливающихся покрытий и материалов с градиентной структурой. Такие покрытия способны компенсировать микротрещины в процессе эксплуатации, значительно увеличивая межремонтный интервал.
Экологичность и переработка
Ужесточение экологических норм стимулирует отказ от покрытий, содержащих токсичные связующие. Развитие получают водные суспензии и сухие порошковые смазки, которые не выделяют вредных веществ при нагреве. Также растет спрос на формы, пригодные для полной переработки после выработки ресурса.
Как выбрать поставщика форм: руководство для закупщиков
Выбор поставщика форм для машин центробежного литья — это стратегическое решение. Цена ошибки высока: простой линии стоит дороже, чем экономия на оснастке. На рынке 2026 года особое внимание уделяется партнерам, способным обеспечить не только поставку, но и комплексную техническую поддержку.
Ярким примером такого подхода является деятельность АО «Хоума Фэнлэй» (Hoima Fenglei). Компания специализируется на поставках высококачественного промышленного оборудования и компонентов, имея глубокую экспертизу именно в области литейного производства. Их основной профиль включает изготовление и поставку форм для чугунных труб, центрифуг для серого чугуна и лотковых узлов, что напрямую соотносится с потребностями предприятий, использующих горизонтальное центробежное литье.
Помимо литейной оснастки, АО «Хоума Фэнлэй» предлагает широкий спектр сопутствующей продукции, востребованной в смежных отраслях: от бурового инструмента (нефтяные, утяжеленные, квадратные и немагнитные буровые трубы) до индивидуальных компонентов, таких как гидравлические цилиндры, транспортные средства для перевозки чугунных ковшей, стальные ковши, подшипники и редукторы. Такой разнообразный портфель позволяет компании понимать потребности клиентов из металлургии, литейного производства и нефтегазовой промышленности в комплексе, обеспечивая надежное качество и профессиональную техническую экспертизу клиентам по всему миру.
При выборе поставщика рекомендуется обращать внимание на следующие аспекты:
- Опыт в конкретной нише: Поставщик должен понимать специфику вашего сплава. Форма для чугуна не подойдет для стали без существенных доработок.
- Качество материалов: Требуйте сертификаты на сталь или графит. Использование несертифицированного металла приводит к непредсказуемому поведению формы при нагреве.
- Возможности механообработки: Точность изготовления формы должна быть выше точности отливки. Наличие современного парка станков с ЧПУ у поставщика — обязательное условие.
- Техническая поддержка: Лучший поставщик предлагает не просто “железо”, а технологическое сопровождение: помощь в расчете режимов вращения, подборе покрытий и диагностике дефектов.
- Сроки поставки: В условиях нестабильных цепочек поставок 2026 года важно оценивать наличие складских запасов заготовок и реальную производственную мощность завода.
Часто задаваемые вопросы (FAQ)
Какой срок службы металлической формы для центробежного литья?
Срок службы зависит от материала формы, типа заливаемого сплава и интенсивности охлаждения. Для чугунных форм при литье чугуна ресурс может составлять 500–1000 циклов. Для стальных форм при литье стали — 200–500 циклов. Графитовые формы выдерживают от 100 до 300 циклов в зависимости от качества пропитки. Регулярное обслуживание и правильное нанесение покрытий могут увеличить эти показатели на 30–50%.
Можно ли использовать одну форму для разных сплавов?
Не рекомендуется. Разные сплавы имеют разные температуры заливки и химическую активность. Например, форма, работавшая с алюминием, может иметь остатки оксидов, которые негативно повлияют на качество стальной отливки. Кроме того, температурные режимы нагрева и охлаждения для разных сплавов отличаются, что приводит к ускоренной термоусталости формы при частой смене процессов. Если смена необходима, требуется полная реставрация покрытия и тщательная очистка.
Как рассчитать необходимую скорость вращения формы?
Скорость вращения определяется коэффициентом центробежной силы (G-factor). Обычно для стальных отливок G-factor составляет 60–80, для чугунных — 40–60. Формула расчета: n = (2130 / D) * √G, где n — обороты в минуту, D — внутренний диаметр формы в метрах, G — коэффициент. Слишком низкая скорость вызывает “дождь” (неравномерность), слишком высокая — перегрузку оборудования и трудности с извлечением.
В чем разница между центробежным литьем и литьем в кокиль?
Главное отличие — наличие вращения. В обычном литье в кокиль металл заполняет форму под действием гравитации или низкого давления. В центробежном литье металл распределяется по стенкам за счет центробежной силы. Это позволяет получать полые детали без стержней, обеспечивает более высокую плотность металла и направленную кристаллизацию (шлак и легкие примеси собираются на внутреннем диаметре и удаляются при механической обработке).
Почему внутренняя поверхность отливки всегда требует механической обработки?
При центробежном литье все легкие примеси, шлак, оксиды и газовые включения вытесняются к центру вращения, то есть на внутреннюю поверхность отливки. Этот слой, называемый “шлаковым кольцом”, имеет худшее качество металла. Поэтому при проектировании детали всегда закладывается припуск на внутреннюю механическую обработку, чтобы удалить этот дефектный слой и получить чистый металл.
Заключение
Формы машины центробежного литья являются сердцем технологического процесса. В 2026 году успех предприятия зависит не только от качества самого литейного оборудования, но и от грамотного проектирования, изготовления и обслуживания оснастки. Переход на современные материалы, использование интеллектуальных систем охлаждения и контроля, а также строгое соблюдение технологии подготовки поверхностей позволяют существенно снизить себестоимость продукции и повысить её качество.
Инвестиции в качественные формы окупаются за счет снижения брака, увеличения производительности и уменьшения затрат на энергоресурсы. При выборе оснастки руководствуйтесь не только начальной ценой, но и общим сроком службы и технической поддержкой поставщика. Помните, что каждая деталь, созданная методом центробежного литья, начинается с правильно подготовленной формы.