Центробежное литье трубы формы: Полное руководство и анализ
2026-04-22
содержание
- Что такое центробежное литье труб: Определение и суть процесса
- Принцип работы: Как происходит центробежное литье
- Типы центробежного литья: Горизонтальное vs Вертикальное
- Преимущества центробежного литья труб перед другими методами
- Материалы, используемые в центробежном литье
- Области применения: Где используются центробежно-литые трубы
- Технические вызовы и ограничения метода
- Сравнение: Центробежное литье vs Экструзия vs Сварка
- Как выбрать поставщика услуг центробежного литья: Руководство для закупщиков
- Тренды 2024–2025 годов в индустрии центробежного литья
- Часто задаваемые вопросы (FAQ)
- Заключение
Центробежное литье трубы формы — это высокотехнологичный промышленный процесс, используемый для производства бесшовных металлических труб с превосходной микроструктурой и механическими свойствами. В отличие от статического литья, этот метод использует центробежную силу для распределения расплавленного металла по стенкам вращающейся формы, что обеспечивает высокую плотность материала, отсутствие внутренних дефектов и идеальную цилиндрическую геометрию. Для инженеров, закупщиков и производителей данный метод является оптимальным выбором при создании критически важных трубопроводов для нефтегазовой, химической и энергетической отраслей, где требуются надежность, долговечность и устойчивость к высокому давлению.
Что такое центробежное литье труб: Определение и суть процесса
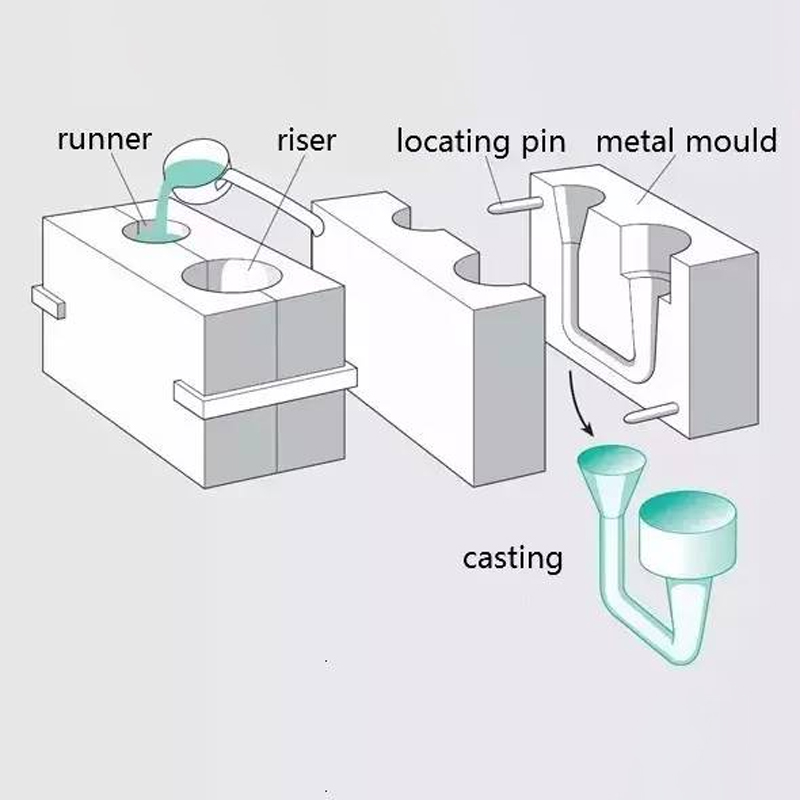
Центробежное литье (Centrifugal Casting) представляет собой группу методов литья под давлением, в которых расплавленный металл заливается во вращающуюся форму. Под действием центробежной силы металл прижимается к внутренней поверхности формы, затвердевая снаружи внутрь. Этот процесс позволяет создавать полые цилиндрические детали без использования стержней для формирования внутреннего отверстия.
Ключевая особенность технологии заключается в том, что гравитация и центробежная сила работают совместно, обеспечивая направленную кристаллизацию. Это означает, что примеси и газовые включения, имеющие меньшую плотность, чем основной металл, вытесняются к внутреннему диаметру трубы, откуда они могут быть легко удалены механической обработкой. В результате внешняя и средняя части стенки трубы обладают исключительной чистотой и плотностью.
Термин «центробежное литье трубы формы» часто используется в поисковых запросах для обозначения как самого процесса, так и оборудования (форм/кокилей), используемого в нем. Понимание этого дуализма важно для правильного выбора поставщика услуг или оборудования. Процесс применим для широкого спектра материалов, включая чугун, сталь, нержавеющую сталь, алюминиевые и медные сплавы.
Исторический контекст и эволюция технологии
Метод был запатентован в начале XIX века, но широкое промышленное применение получил только в середине XX века с развитием нефтегазовой инфраструктуры. Сегодня современные установки центробежного литья оснащены компьютеризированными системами контроля скорости вращения, температуры формы и скорости заливки, что позволяет достигать воспроизводимости результатов на уровне аэрокосмических стандартов.
Принцип работы: Как происходит центробежное литье
Процесс центробежного литья можно разделить на несколько ключевых этапов. Понимание физики процесса помогает оценить преимущества конечного продукта.
1. Подготовка формы (Кокиля)
Форма, обычно изготавливаемая из стали или чугуна, предварительно нагревается до определенной температуры (обычно 200–400°C для стали). На внутреннюю поверхность формы наносится тонкий слой огнеупорного покрытия или смазки. Это покрытие выполняет две функции: защищает форму от термического удара и облегчает извлечение готовой трубы. Толщина покрытия строго контролируется, так как она влияет на качество поверхности отливки.
2. Заливка расплавленного металла
Расплавленный металл дозируется и заливается во вращающуюся форму. Скорость вращения формы рассчитывается индивидуально для каждого размера трубы и типа металла. Если скорость слишком низкая, металл не будет равномерно распределяться по стенкам («дождливый эффект»). Если слишком высокая, могут возникнуть трещины из-за чрезмерного напряжения. Оптимальная скорость обеспечивает коэффициент G (отношение центробежного ускорения к ускорению свободного падения) в диапазоне от 60 до 80 для стальных труб.
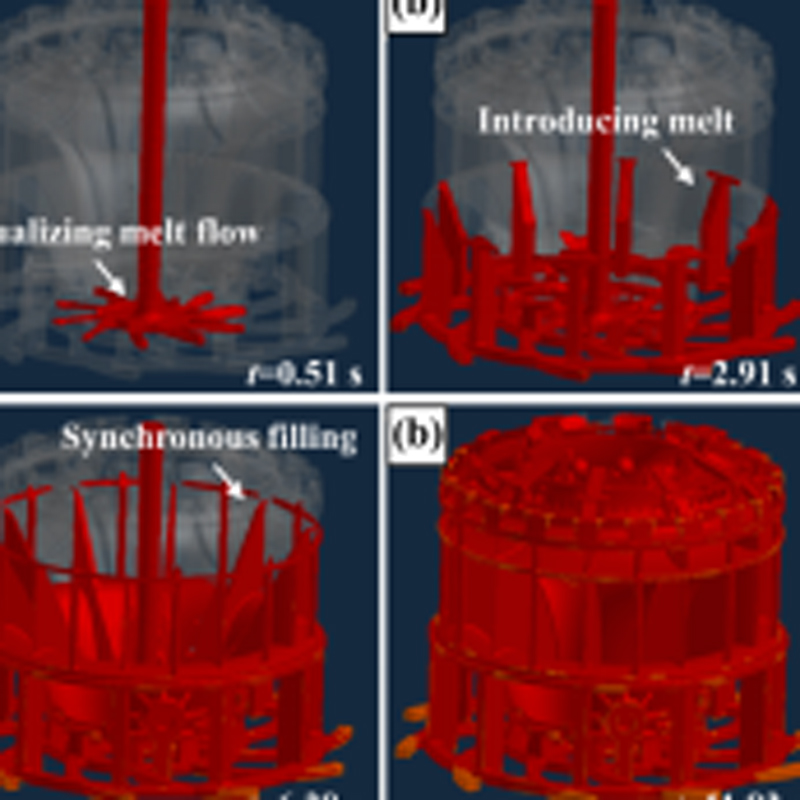
3. Кристаллизация и охлаждение
Под действием центробежной силы металл плотно прилегает к стенкам формы. Тепло отводится через стенку формы, и металл начинает затвердевать от внешней поверхности к внутренней. Поскольку форма вращается, конвективные потоки в расплаве минимизированы, что способствует направленной кристаллизации. Легкие примеси (шлак, оксиды) всплывают к внутреннему радиусу.
4. Извлечение и постобработка
После полного затвердевания вращение прекращается, и труба извлекается из формы. Далее следует обязательная механическая обработка: торцевание и расточка внутреннего диаметра для удаления слоя с примесями (припуск на обработку обычно составляет 5–15 мм в зависимости от диаметра).
Типы центробежного литья: Горизонтальное vs Вертикальное
В зависимости от ориентации оси вращения формы, центробежное литье делится на два основных типа. Выбор типа зависит от соотношения длины и диаметра будущей трубы.
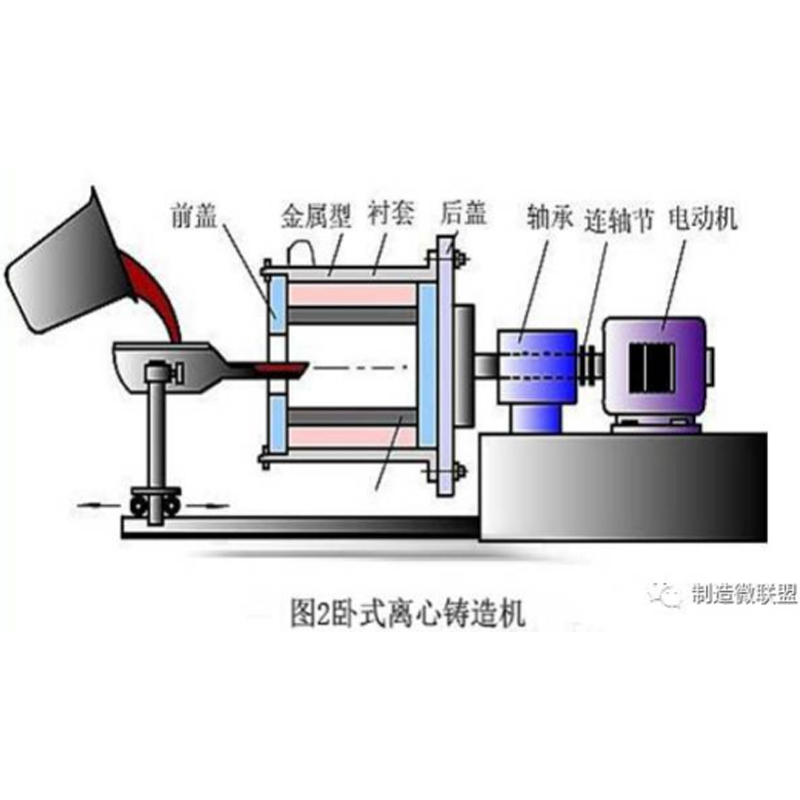
Горизонтальное центробежное литье
Это наиболее распространенный метод для производства длинных труб (L/D > 2). Форма вращается вокруг горизонтальной оси.
- Преимущества: Идеальная цилиндричность, возможность производства труб большой длины (до 6–8 метров и более), равномерная толщина стенки по всей длине.
- Применение: Трубопроводы большого диаметра, гильзы цилиндров двигателей, валы.
Вертикальное центробежное литье
Форма вращается вокруг вертикальной оси. Этот метод чаще используется для коротких, массивных деталей или труб с большим диаметром и малой длиной.
- Особенности: Из-за действия гравитации толщина стенки внизу формы может быть немного больше, чем вверху. Однако для симметричных деталей (кольца, втулки) это некритично.
- Применение: Подшипниковые втулки, зубчатые колеса, фланцы, короткие патрубки.
| Характеристика | Горизонтальное литье | Вертикальное литье |
|---|---|---|
| Ориентация оси | Горизонтальная | Вертикальная |
| Соотношение L/D | Высокое (длинные трубы) | Низкое (короткие детали) |
| Равномерность стенки | Идеальная по всей длине | Возможна вариация по высоте |
| Производительность | Высокая для массового производства труб | Подходит для серийного производства деталей |
| Сложность оборудования | Выше (требуется балансировка длинной формы) | Ниже |
Преимущества центробежного литья труб перед другими методами
Почему инженеры выбирают именно центробежное литье? Сравнение с традиционными методами, такими как песчаное литье или сварные трубы, выявляет существенные преимущества.
1. Исключительное качество металла
Центробежная сила действует как фильтр. Газы и шлаки, будучи легче металла, вытесняются к центру, оставляя основную массу металла чистой. Плотность литого металла сопоставима с кованым металлом. Усталостная прочность таких труб значительно выше, чем у статически отлитых аналогов.
2. Отсутствие сварных швов
В отличие от сварных труб, которые являются слабым местом в агрессивных средах, центробежно-литые трубы являются бесшовными. Это исключает риск коррозии в зоне сварного шва и повышает надежность при циклических нагрузках.
3. Экономия материала и энергии
Процесс не требует литниковой системы и прибылей в том объеме, который необходим при статическом литье. Выход годного металла достигает 90–95%, что снижает себестоимость продукции и количество отходов.
4. Гибкость в производстве биметаллических труб
Технология позволяет создавать биметаллические трубы, например, с внутренним слоем из нержавеющей стали или специального сплава для коррозионной стойкости и внешним слоем из углеродистой стали для прочности. Это достигается путем заливки двух разных сплавов последовательно.
Материалы, используемые в центробежном литье
Технология универсальна и подходит для большинства металлических сплавов. Выбор материала диктуется условиями эксплуатации будущей трубы.
- Серый и ковкий чугун: Используется для водопроводных и канализационных труб благодаря хорошей коррозионной стойкости и демпфирующим свойствам.
- Углеродистая сталь: Основной материал для нефтегазовых трубопроводов, работающих под высоким давлением.
- Нержавеющая сталь (аустенитная, ферритная, дуплексная): Применяется в химической промышленности, пищевой отрасли и энергетике для транспортировки агрессивных сред.
- Специальные сплавы (Inconel, Hastelloy): Для экстремальных температур и высокоразъедающих сред.
- Алюминиевые и медные сплавы: Для теплообменников и специальных применений в авиации.
Области применения: Где используются центробежно-литые трубы
Спрос на центробежное литье трубы формы обусловлен требованиями критических инфраструктурных проектов. Рассмотрим основные сектора.
Нефтегазовая промышленность
Это крупнейший потребитель центробежно-литых труб. Бурильные трубы, обсадные колонны и трубопроводы для транспортировки нефти и газа требуют высокой прочности и устойчивости к сероводородной коррозии. Бесшовная структура гарантирует безопасность при высоких давлениях.
Энергетика
В котлах электростанций используются трубы перегревателя и экономайзеры, работающие при экстремальных температурах. Центробежное литье позволяет создавать трубы из жаропрочных сталей, которые выдерживают длительные тепловые нагрузки без деформации.
Химическая и нефтехимическая промышленность
Трубопроводы для транспортировки кислот, щелочей и растворителей часто изготавливаются из биметаллических центробежных труб. Внутренний слой из титана или нержавеющей стали защищает от коррозии, а внешний слой из стали обеспечивает механическую прочность.
Машиностроение
Гильзы цилиндров для дизельных двигателей судов, локомотивов и тяжелых грузовиков изготавливаются методом центробежного литья. Износостойкость и точность геометрии здесь являются критическими параметрами.
Строительство и инфраструктура
Чугунные напорные трубы для водоснабжения и водоотведения. Долговечность таких труб превышает 100 лет, что делает их экономически выгодными для муниципальных проектов.
Технические вызовы и ограничения метода
Несмотря на преимущества, технология имеет свои ограничения, которые необходимо учитывать при проектировании.
1. Ограничение по форме сечения
Метод пригоден только для деталей с осевой симметрией. Производство труб сложного профиля или с резьбой непосредственно в процессе литья невозможно — требуется последующая механическая обработка.
2. Внутренние дефекты (Segregation)
Если параметры вращения выбраны неверно, может произойти сегрегация элементов сплава. Также внутренний слой, обогащенный примесями, требует обязательной механической обработки, что увеличивает расход металла на припуски.
3. Высокие капитальные затраты
Оборудование для центробежного литья сложное и дорогое. Оно требует точной балансировки и регулярного обслуживания. Это делает метод менее рентабельным для мелкосерийного производства единичных изделий нестандартных размеров.
4. Требования к квалификации персонала
Процесс требует точного контроля множества параметров: температуры металла, скорости вращения, скорости заливки, температуры формы. Ошибка оператора может привести к браку всей партии.
Сравнение: Центробежное литье vs Экструзия vs Сварка
Для лучшего понимания места центробежного литья в производственной цепочке, сравним его с альтернативными методами производства труб.
| Параметр | Центробежное литье | Горячая экструзия | Сварные трубы (ERW/LSAW) |
|---|---|---|---|
| Структура металла | Литая, мелкозернистая, плотная | Деформированная, волокнистая | Зависит от листа, есть шов |
| Размерный диапазон | Широкий (диаметр до 3000 мм) | Ограничен возможностями пресса | Очень широкий |
| Длина изделия | До 6–8 метров (стандарт) | Ограничена | Может быть любой (до 12 м и более) |
| Стоимость инструмента | Средняя (формы многоразовые) | Высокая (матрицы) | Низкая |
| Применимость для сплавов | Любые литейные сплавы | Пластичные сплавы | Свариваемые стали |
| Наличие шва | Бесшовные | Бесшовные | Есть сварной шов |
Как видно из таблицы, центробежное литье занимает нишу между дорогостоящей экструзией и дешевым, но менее надежным сварным производством. Оно идеально для средних и крупных серий труб из сплавов, которые трудно поддаются пластической деформации.
Как выбрать поставщика услуг центробежного литья: Руководство для закупщиков
Выбор правильного партнера для производства труб методом центробежного литья критически важен для качества вашего конечного продукта. Вот ключевые критерии оценки.
1. Сертификация и стандарты качества
Убедитесь, что производитель сертифицирован по международным стандартам, таким как ISO 9001, API (American Petroleum Institute) для нефтегазовых труб, ASTM или DIN. Наличие лаборатории неразрушающего контроля (УЗК, рентген, капиллярный контроль) обязательно.
2. Технологические возможности и опыт производителя
Проверьте диапазон доступных диаметров и длин. Узнайте, какие материалы они могут лить. Некоторые заводы специализируются только на чугуне, другие — на сталях и суперсплавах. Наличие установок как для горизонтального, так и для вертикального литья расширяет возможности.
В этом контексте стоит отметить компанию АО «Хоума Фэнлэй Изготовление Трубных Форм», которая специализируется на поставках высококачественного промышленного оборудования и компонентов для данной отрасли. Их основная продукция напрямую поддерживает процессы центробежного литья и включает литейное оборудование, в частности формы для чугунных труб, центрифуги для серого чугуна и лотковые узлы. Помимо оборудования для литья, компания предлагает широкий ассортимент бурового инструмента, включая нефтяные буровые трубы, утяжеленные и квадратные буровые трубы, немагнитные и износостойкие наплавленные варианты. Также в портфолио компании присутствуют компоненты, изготовленные по индивидуальному заказу: гидравлические цилиндры, транспортные средства для перевозки чугунных ковшей, стальные ковши, подшипники и редукторы. Продукция АО «Хоума Фэнлэй» широко используется в металлургии, литейном производстве и нефтегазовой промышленности, обеспечивая клиентам по всему миру надежное качество и профессиональную техническую экспертизу, что делает её достойным примером комплексного подхода к снабжению отрасли.
3. Опыт в вашей отрасли
Производитель, имеющий опыт работы с нефтегазовыми компаниями, будет лучше понимать требования к документации и отслеживаемости материала (traceability), чем завод, ориентированный только на строительный чугун.
4. Контроль процесса
Спросите о системе мониторинга параметров литья. Современные заводы используют автоматизированные системы записи данных о каждом слитке (скорость, температура, время). Это гарантия стабильности качества.
5. Логистика и сроки
Центробежное литье — это не быстрый процесс из-за необходимости подготовки форм и термообработки. Уточните реальные сроки выполнения заказа и возможности упаковки для безопасной транспортировки тяжелых труб.
Тренды 2024–2025 годов в индустрии центробежного литья
Отрасль постоянно развивается. Вот основные тенденции, влияющие на рынок прямо сейчас:
- Цифровизация и Индустрия 4.0: Внедрение датчиков IoT в литейные машины позволяет прогнозировать обслуживание оборудования и оптимизировать режимы литья в реальном времени с помощью ИИ.
- Экологичность: Разработка новых покрытий форм, не содержащих вредных летучих соединений, и улучшение систем рекуперации тепла от охлаждающих форм.
- Аддитивные технологии в изготовлении форм: Использование 3D-печати для создания сложных внутренних элементов форм или прототипирование новых профилей труб перед запуском в серию.
- Спрос на биметаллические решения: Рост цен на никель и дорогие сплавы стимулирует спрос на биметаллические трубы, где дорогой сплав используется только там, где он необходим (внутри), а основа делается из дешевой стали.
Часто задаваемые вопросы (FAQ)
Какова максимальная длина трубы, которую можно получить центробежным литьем?
Обычно максимальная длина составляет от 6 до 8 метров для горизонтальных машин. Это ограничение связано с технологическими трудностями поддержания стабильной скорости вращения длинной формы и удобством транспортировки. Однако существуют специальные установки, позволяющие отливать трубы длиной до 12 метров, но они встречаются реже.
Можно ли использовать центробежное литье для пластиковых труб?
Нет, термин «центробежное литье» в промышленном контексте относится исключительно к металлам. Пластиковые трубы производятся методом экструзии. Хотя существуют экспериментальные методы ротационного формования для пластика, они не применяются для производства длинных труб высокого давления.
Нужна ли термообработка для центробежно-литых труб?
Да, в большинстве случаев термообработка (отжиг, нормализация, закалка и отпуск) необходима. Она снимает внутренние напряжения, возникающие при неравномерном охлаждении, и улучшает механические свойства металла (твердость, ударную вязкость).
Почему центробежные трубы дороже сварных?
Более высокая цена обусловлена энергозатратами на плавку металла, стоимостью оборудования, slower темпом производства по сравнению с непрерывной сваркой и необходимостью механической обработки. Однако эта цена оправдана повышенной надежностью и сроком службы в критических условиях.
Как контролируется толщина стенки при центробежном литье?
Толщина стенки определяется объемом залитого металла и внутренним диаметром формы. Поскольку металл распределяется по внутренней поверхности формы, внешний диаметр трубы всегда равен внутреннему диаметру формы (минус толщина покрытия). Внутренний диаметр формируется свободной поверхностью расплава и зависит от объема заливки и скорости вращения. Точный расчет объема заливки является ключевой задачей технолога.
Заключение
Центробежное литье трубы формы остается золотым стандартом для производства высоконагруженных бесшовных труб. Сочетание физической плотности металла, геометрической точности и экономической эффективности делает эту технологию незаменимой в современной тяжелой промышленности. Несмотря на появление новых методов обработки материалов, центробежное литье продолжает эволюционировать, интегрируя цифровые технологии контроля и новые материалы.
Для компаний, стремящихся к повышению надежности своих трубопроводных систем или снижению затрат на обслуживание оборудования, выбор центробежно-литых компонентов является стратегически верным решением. При выборе поставщика уделяйте внимание не только цене, но и технологической дисциплине, наличию сертификаций и опыту работы с конкретными сплавами. Инвестиции в качественные литые трубы окупаются за счет снижения рисков аварий и увеличения межремонтных интервалов.
Если вы планируете внедрение деталей, полученных методом центробежного литья, рекомендуется начать с прототипирования и проведения испытаний на разрушение для подтверждения соответствия техническим требованиям вашего проекта. Понимание нюансов процесса, описанных в этом руководстве, поможет вам задать правильные вопросы производителям и получить продукт высшего качества.